Эти инструкции являются приложением к «Procedure 908-2», Том II руководства по эксплуатации «Maintenance» и должны использоваться в комбинации с Procedure во время осмотра и ремонта нимонических шпинделей двигателей MAN B&W.
Вся основная информация, включая пределы износа шпинделя для используемого типа двигателя, приводится в «Procedure 908-2, DATA». Процедура содержит 8 разделов, описанных ниже:
Идентификация шпинделя
Маркировки: Верх нимонических шпинделей промаркирован; "Nim”, “Nim80A", “N80", или “NCF80A”. Если есть какие-либо сомнения, то необходимо связаться с MAN B&W Diesel A/S, Copenhagen.
Интервалы осмотра
Обычно устанавливают часы наработки для первоначального осмотра - 6000 часов: вторичный после 16000 часов и последующие каждые 16000 часов.
Осмотр состояния контактирующей поверхности седла
! Перед осмотром нельзя очищать диск шпинделя. Необходимо визуально проверить наличие внутреннего контакта, рис 7.13. Контакт должен быть по внутреннему кругу седла.

Когда клапан разогревается в работе, то угловая разность между шпинделем и местом посадки будет уменьшаться. В нормальном состоянии при полной нагрузке посадочные плоскости (seating) должны быть параллельны, рис. 7.14.


Дальнейшие действия: Заполнить чек-лист «Exhaust Valve Condition Report». Если контакт неправильный, то необходимо шпиндель обработать, как описано ниже «Обработка седла шпинделя». Однако перед обработкой необходимо выполнить предписания, указанные в «Проверка посадочного места на утечку газа», «Очистка и оценка» и «Инспектирование слоя износа штока клапана».
Проверка посадочного места на утечку газа
! Перед осмотром нельзя зачищать диск шпинделя. Необходимо визуально проверить внутреннюю часть посадочного места на прорыв газов (blow-by), рис. 7.16.
Признаки. Причины прорыва газов могут быть связаны с наличием следов больших/глубоких канавок, которые будут формировать проходы “gas-jet-fan” в отложениях на конусе диска. Поверхность при опасных прорывах газов будет иметь признаки высокотемпературной коррозии (hot corrosion), т.е. будет иметь текстуру «слоновой шкуры».
Минорные утечки. Индикация малых, нечётких, трубчатых следов на конусе шпинделя, только на внутренней области седла является безвредной. Необходимо заполнить чек-лист и, если обнаружены следы прорыва газов, то обработать седло, как описано в «Обработка седла шпинделя». Однако перед этим выполнить предписания, указанные в «Очистка и оценка» и «Инспектирование слоя износа штока клапана».

Очистка и оценка
Порядок действий:
- Очистить седло крупной наждачной шкуркой. Обследовать и записать размеры и количество следов канавок. Также необходимо описать проявления любых возможных трещин.
- Проверить внешнюю часть седла на высокотемпературную коррозию.
- Прочистить контактные поверхности, на которых должен будет использоваться измерительный шаблон для измерений:
- выгораний на внутренней стороне диска,
- общей поверхности основания седла.
КРИТЕРИЙ ДОПУСТИМОСТИ:
Зубчатые отметки, различное количество и размер от 8 до 10 мм будут просматриваться на седле после нескольких тысяч часов наработки. Первые следы могут появиться во время работы сразу после заводских испытаний. В основном зубчатые отметины являются приемлемыми, и не должны вызывать необходимость обработки седла. Однако, если при этом они вызвали утечку газов, то седло должно быть обработано для восстановления поверхности.
Трещины Любые признаки трещин в области седла должны быть тщательно проверены. Если трещины имеют место, то необходимо связаться с MAN B&W Diesel A/S.
Высокотемпературная коррозия на внешней части седла может быть результатом изменившейся разницы по уровню между внутренней и внешней зонами седла. В этом случае шпиндель должен быть обработан (must be ground). Однако это обычно не происходит раннее 20-30 тысяч часов после предыдущего восстановления.
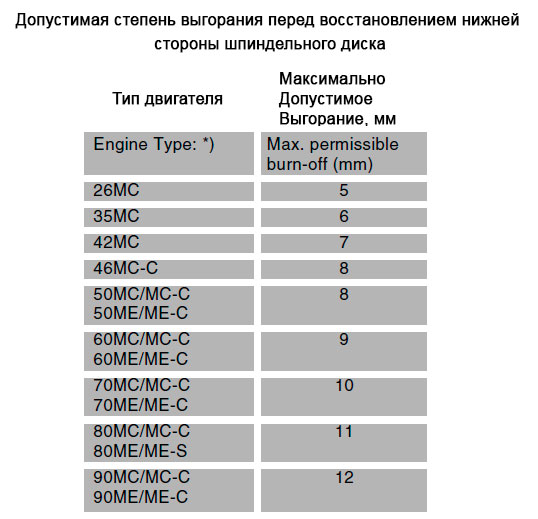
Число часов наработки до заводского восстановления обычно зависит от степени выгорания внутренней стороны диска, см. таблицу:
Если выгорания или обработка являются предельными, то необходимо связаться с MAN B&W Diesel А/S за советом в отношении восстановления. Если седло и нижняя сторона диска являются приемлемыми согласно шагам, описанным в «Проверка посадочного места на утечку газа», «Очистка и оценка», «Инспектирование слоя износа штока клапана», то шпиндель может быть установлен после выполнения шага в «Инспектирование слоя износа штока клапана». В противном случае необходимо выполнить шаги в «Инспектирование слоя износа штока клапана» и «Обработка седла шпинделя».
Инспектирование слоя износа штока клапана
- Очистить шток шпинделя клапана.
- Измерить диаметр штока шпинделя в области, показанной в Томе II, Процедура 908-2.
- Проверить состояние поверхности в области chrome-plated/HVOF-coated.
Приемлемые критерии:
Минимальный диаметр не должен быть меньше значения, установленного в Томе II, процедура 908 - 2, DATACracking (“network cracking”) of chrome/HVOF: Лёгкое растрескивание самой нижней части хромо-платинового покрытия HVOF являются несущественными и, поэтому допустимыми. При этом на покрытии не должны проявляться разволакивания (peeling-off). Если шток шпинделя приемлем, то необходимо приступить к шагу в «Обработка седла шпинделя». В противном случае необходимо связаться с MAN B&W Diesel А/S для получения совета по восстановлению.
Обработка седла шпинделя
- Установить шпиндель в обрабатывающую машину и, используя цифровой прибор, располагаемый на внутренней стороне внутреннего контакта, рис. 7.17, с точной подачей не более 0,05 мм, чтобы минимизировать количество удаляемого при обработке материала.
- Обработать седло по специальной инструкции для пользователя обрабатывающей машины. См. также MAN B&W Service Letter SL95-332/UM, «Grinding of Nimonic Exhaust Valve Spindles”.

Обработку необходимо держать на минимуме!
После того, как будет достигнут полный контакт между седлом и шлифовальным камнем возможны следующие процессы обработки:

Приемлемые критерии:
Отшлифованная поверхность. Шлифовальный камень должен удалить материал по всей ширине и полному кругу седла. При этом не должно быть следов прорыва газов.
Максимальная глубина шлифовки: Не должна превышать предел (G1). установленный в Томе II, Процедура 908-2, DATA.
Если форма поверхности седла ещё неприемлема после максимальной обработки, то необходимо связаться для консультации с MAN B&W Diesel А/S относительно восстановления.
Протокол по состоянию выхлопного клапана

Литература
Эксплуатация, обслуживание и ремонт двигателей MAN B&W-ME - Пипченко А.Н., Пономаренко В.В., Шевченко В.А. [2014]
50-108ME/ME-C - VOLUME I OPERATION