Цилиндры, золотниковые коробки и крышки
Цилиндры паровых машин изготавливаются индивидуально и блочно. В первом случае они отливаются отдельно для каждой ступени расширения, во втором —общей отливкой нескольких цилиндров. Совместно с цилиндрами изготавливаются обычно и золотниковые коробки. При работе машины паром нормальных параметров цилиндры изготавливаются из высоко качественного серого чугуна марок СЧ21-40 и СЧ24-44; при повышенных параметрах пара — из СЧ28-48, СЧ32-52 или из модицифированного серого чугуна этих же марок. Из такого же материала изготавливаются цилиндровые и золотниковые втулки. Цилиндры низкого давления и цилиндры среднего и высокого давления, снабжаемые втулками, изготавливаются из чугуна марок СЧ18-36 и СЧ21-40.
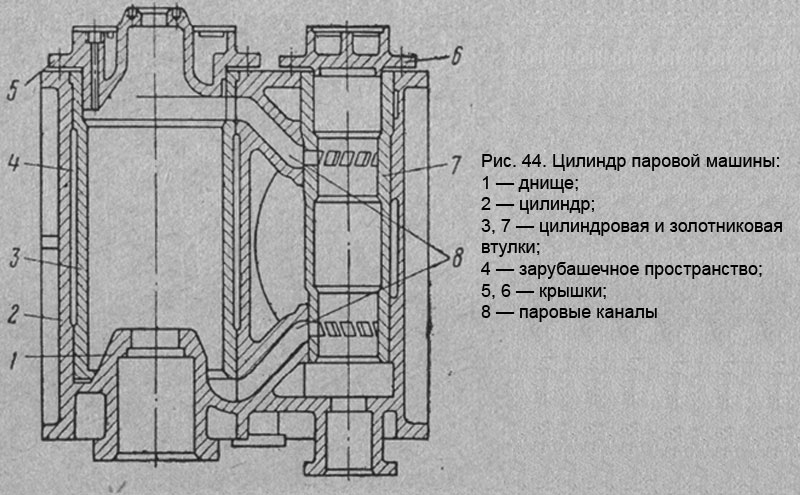
На рис. 44 показан цилиндр индивидуального исполнения. Цилиндр и золотниковая коробка снабжены втулками, имеющими паровые окна. Втулки запрессованы на плотной посадке, и положение их зафиксировано упорными буртами. Такая конструкция не препятствует удлинению втулок при нагревании. Диаметр верхней и нижней нерабочих частей втулок больше диаметра рабочей части для того, чтобы не допускать образования наработков в концах хода поршня.
Между втулкой и цилиндром находится свободное пространство, называемое паровой рубашкой или зарубашечным пространством. В это пространство подводится свежий пар для обогрева стенок цилиндра в период прогревания машины.
Днище цилиндра отлито заодно с ним и имеет набивочную коробку для размещения в ней уплотнительного сальника штока. Съемные днища применяются в клапанных и работающих паром высоких параметров машинах.
Цилиндр и золотниковая коробка закрыты сверху крышками с одинарными стенками. К средней части крышки присоединяется предохранительный клапан, а через боковое отверстие подается масло от лубрикатора на смазку цилиндра. Присоединяются крышки к цилиндру при помощи шпилек с гайками и во фланцевом соединении ставится прографиченная паронитовая или клингеритовая прокладка для герметичности соединения.
Помимо крышек с одинарными стенками, применяются крышки с двойными стенками при больших диаметрах цилиндров. Такие крышки имеют смотровые лючки и обогреваются паром.
Цилиндры, днища и крышки изолируются асбестом, кизельгуром или другим изоляционным материалом для уменьшения потерь тепла во внешнюю среду.
Сальники
В паровых машинах применяются сальники с мягкими, металлическими и металлографитовыми уплотнительными материалами.
Сальники с мягкой набивкой ограничены в применении и встречаются лишь в паровых машинах, работающих насыщенным паром. В качестве набивки применяется наиболее часто прографиченный асбестовый шнур круглого или прямоугольного сечения. Для увеличения температуростойкости и срока службы часто применяются шнуры со вставленными внутрь их металлическими сердечниками.
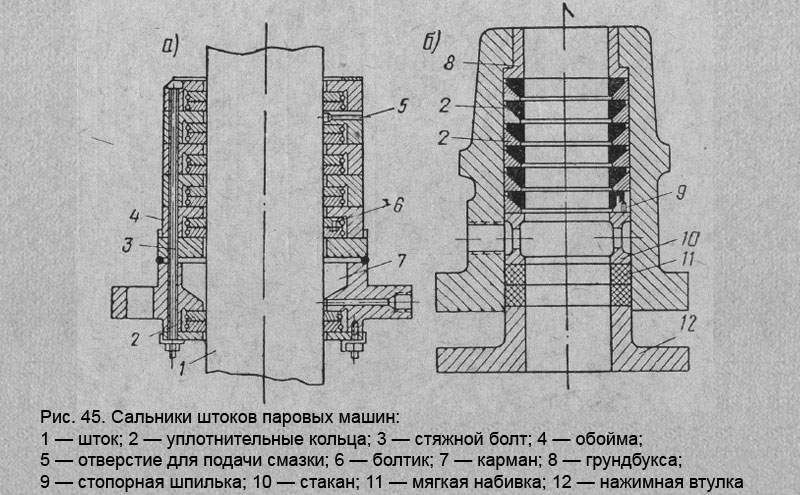
В машинах, работающих перегретым паром, применяются сальники с металлической набивкой (рис. 45, а). Набивка сальника состоит из ряда двойных разрезных чугунных колец, стянутых спиральными лентами по окружности. Ленты прижимают кольца к штоку поршня. В сальник подается масло через специальное отверстие для уменьшения трения. Просачиваемый пар конденсируется в сальнике и стекает в карманы, из которых отводится через боковое отверстие. Весь комплект сальника стягивается четырьмя болтами и вставляется в набивочную коробку в днище цилиндра.
На рис. 45, б показан сальник золотникового штока. Металлическая набивка его состоит из уплотнительных и нажимных колец. Материал колец соответственно баббит марки Б-83 и алюминиево-марганцевая бронза АМц9-2. Между нажимной втулкой и стаканом вставлена дополнительно мягкая набивка, предназначенная для уменьшения пропусков пара наружу.
У паровых машин с закрытым картером и с центральной смазкой попадание конденсата в машинные колодцы недопустимо. Такие машины снабжаются дополнительными сальниками с мягкой набивкой, устанавливаемыми ниже основных сальников штоков.
Сальники с металлографитовыми уплотнительными кольцами имеют большой срок службы и способны работать без смазки, что исключает загрязнение конденсата маслом. В настоящее время известно много марок металлографитовых материалов, но наибольшее применение в нашей стране нашли материалы марок АО-Б83-1500, АО-СО5-1500, АГ-Б83-1500 и АГ-С05-1500.
Арматура
Один из вариантов размещения арматуры на цилиндрах паровой машины показан на рис. 46.
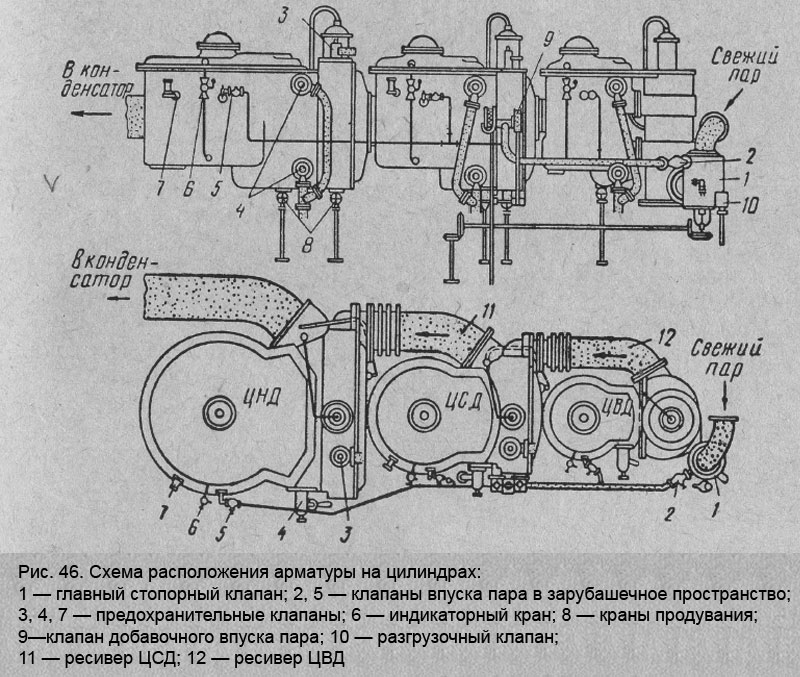
На пути движения свежего пара установлен главный стопорный (маневровый) клапан с разгрузочным клапаном. Главный стопорный клапан служит для пуска и остановки машины, разгрузочный — для облегчения открытия главного стопорного клапана. В одном корпусе с главным стопор ным клапаном устанавливается дроссельная (штормовая) заслонка, предназначенная для быстрого перекрытия доступа пара в машину и уменьшения числа оборотов ее при оголениях винта в штормовую погоду. Главный стопорный клапан и дроссельная заслонка управляются с поста управления вручную. Часто применяется автоматическое управление дроссельной заслонкой при помощи регулятора предельного числа оборотов.
Перед главным стопорным клапаном отводится паропровод с клапанами для впуска пара в зарубашечное пространство цилиндров при прогревании машины. На днищах цилиндров и золотниковых коробок установлены краны продувания, предназначенные для удаления воды, образующейся при конденсации пара внутри цилиндров, золотниковых коробок, паровых рубашек и в паропроводах при прогревании, пуске в ход, работе на малых нагрузках и остановке машины.
На цилиндре среднего давления (ЦСД) установлен клапан добавочного впуска пара, производимого в одну из полостей ЦСД для страгивания машины, когда поршень ЦСД находится около мертвой точки или золотник перекрыл паровпускные окна и машина не страгивается с места. Добавочный впуск пара используется часто для ускорения прогревания машины перед пуском.
Для осуществления индицирования машины паровые полости цилиндров сообщаются трубкой, на которой установлен трехходовой индикаторный клапан (кран).
Чрезмерное повышение давления пара в паровых полостях машины предотвращается постановкой предохранительных клапанов, натяжение пружин которых регулируется на давление на 0,2 кГ/см2 больше предельного допустимого давления пара в полости. Помимо предохранительных, на ресиверах устанавливаются также клапаны отбора пара на подогрев питательной воды или для других целей.
На смазываемых цилиндрах устанавливаются невозвратные клапаны для подачи смазки в цилиндры.
Кроме арматуры, паровая машина оборудуется контрольно-измерительными приборами для наблюдения за состоянием пара. На золотниковых коробках устанавливаются манометры, а при работе перегретым паром и термометры.
Машинная рама
Основанием паровой машины является машинная рама, отливаемая цельной или из нескольких частей. Материал литых рам — серый чугун марки СЧ18-36. В последних конструкциях машин встречаются сварные рамы из стали.
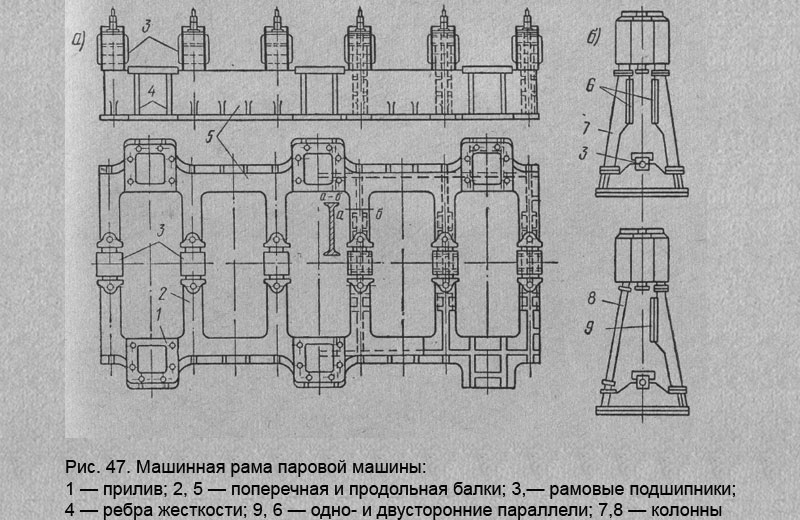
На рис. 47, а показана цельнолитая чугунная машинная рама, состоящая из поперечных балок двутаврового и продольных балок коробчатого сечения. На приливах продольных балок укрепляются колонны. Машинная рама крепится к судовому фундаменту болтами на прокладках (клиньях).
Колонны (рис. 47, б) предназначены для поддержания паровых цилиндров и восприятия давления кривошипных механизмов на параллели, изготавливаемые одно- и двусторонними. Колонны, расположенные со стороны фронта машины, называют передними, а с противоположной стороны — задними. Передние колонны отковываются обычно из стали, задние отливаются из серого чугуна марки СЧ18-36. Паровые цилиндры машин открытого типа устанавливаются на колоннах, а в машинах закрытого типа — на картере, устанавливаемом также на машинной раме.
Поршни и штоки
Поршни паровых машин изготавливаются цельными и составными плоской, конической и сферической формы. Цельнолитые поршни изготавливаются из обычного или модифицированного серого чугуна марки МСЧ32-52, а при большом диаметре — из стали с целью уменьшения веса. Некоторые конструкции поршней показаны на рис. 48.
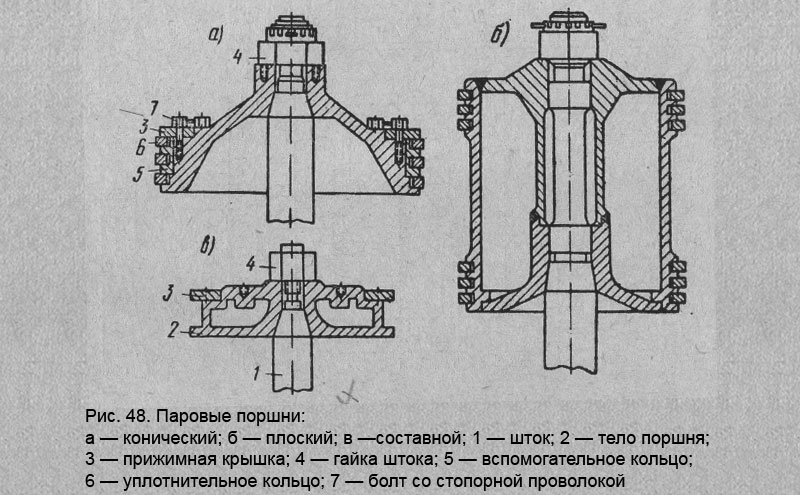
Наружный диаметр поршня делается меньше внутреннего диаметра цилиндра или втулки, чтобы избежать заклинивания поршня при температурном расширении. Пропуски пара из одной полости цилиндра в другую предотвращаются уплотнительными кольцами. Кольца вытачиваются из чугуна и разрезаются с выполнением стыкового соединения (замка).
Держащая способность колец обеспечивается прижиманием их к стенке цилиндра под действием собственной упругости или при помощи распорных пружин. Пружинами прижимаются обычно несамопружинящиеся кольца поршней цилиндров низкого давления большого диаметра.
Поршни укрепляются на поршневых штоках, которые отко-вываются из стали марок Ст. 45 или Ст. 50 и имеют круглое сечение. Концы штока, которыми он вставляется в тело поршня и крейцкопфа, делаются более тонкими, коническими. Кониче¬ские поверхности деталей притираются одна к другой плотно. Конус штока делается с уклоном не более 1:3, так как слиш¬ком острый конус сильно вдавливается в тело ступицы и вынуть его при разборке нелегко.
Поршень и крейцкопф закрепляется на штоке прочно при помощи обычной или корончатой гайки со шплинтом. Гайка затягивается до отказа и стопорится.
Крейцкопфы и параллели
Крейцкопф предназначен для шарнирного соединения поршневого штока с шатуном и для препятствия изгибу штока поперечными усилиями, возникающими при работе машины.
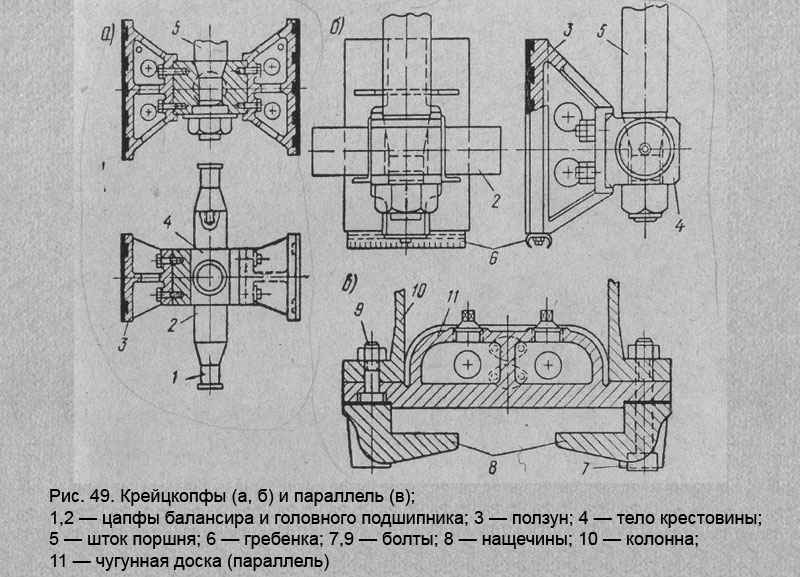
Конструктивное исполнение крейцкопфов разнообразно. На рис. 49 показаны два вида крейцкопфов: крестовинная поперечина с двумя ползунами и поперечина с одним ползуном.
Крестовинный крейцкопф с двумя ползунами применяется в паровых машинах, у которых предусматривается длительная работа на задний ход (на буксирах, ледокольных судах и т. п.). Односторонние крейцкопфы применяются в машинах с кратко-временной работой на задний ход.
Ползуны изготавливаются пустотелыми и облицовываются баббитом со стороны трения о параллели. Иногда встречаются одноползуновые крейцкопфы с поперечиной, откованной заодно со штоком. Ползун такого крейцкопфа имеет стальной башмак, облицовываемый баббитом со стороны трения и присоединяемый к ползуну при помощи болтов.
На нижней части ползуна обычно укрепляется медная пластинка (гребенка) или полоска из кожи, которая размазывает равномерно по параллели масло, находящееся в подвешенной ванночке.
У машин с двусторонними параллелями предусматривается постановка тепловых прокладок между ползуном и телом крестовины. Прокладки предназначены для выборки зазора, образующегося при расширении цилиндра и смещении верхней части колонн в процессе прогревания машины. Тепловые прокладки ставятся после прогрева машины и убираются с остановкой ее во избежание заклинивания ползунов при остывании цилиндров.
Параллели представляют собой чугунные доски, отливаемые из чугуна марки СЧ18-36 и присоединяемые к колоннам. Иногда параллели отливаются заодно с колоннами.
В главных машинах судов, редко и кратковременно работающих на задний ход, применяются односторонние параллели с нащечинами (рис. 49, в). Нащечины воспринимают усилия от ползуна при работе машины на задний ход.
Параллели главных машин значительно нагреваются при трении ползунов о них и поэтому охлаждаются циркуляционной забортной водой, имея для ее прохода специальные полости.
Шатуны
Шатун предназначен для преобразования прямолинейно-возвратного движения поршня во вращательное движение коленчатого вала машины.
Шатуны изготавливаются цельноковаными из стали марок Ст. 45 и Ст. 50. Форма выполнения их обычно стержневая, внутренняя часть часто высверливается для облегчения веса. Реже встречаются шатуны овального или двутаврового сечения. Верхней частью шатун соединяется с поперечиной (крейцкопфом) подшипником, называемым головным; нижней — с шейкой мотыля мотылевым подшипником.
По конструктивному исполнению шатуны делят на обычные (с одним головным подшипником) и вильчатые. Первые применяются в маломощных и вспомогательных машинах, вторые — в машинах большой мощности.
На рис. 50 показан вильчатый шатун круглого сечения. К пяткам головок и нижней части присоединяются подшипники стяжными болтами. Болты отковываются из углеродистой или легированной стали и для облегчения пригонки по отверстию снабжаются выточками.
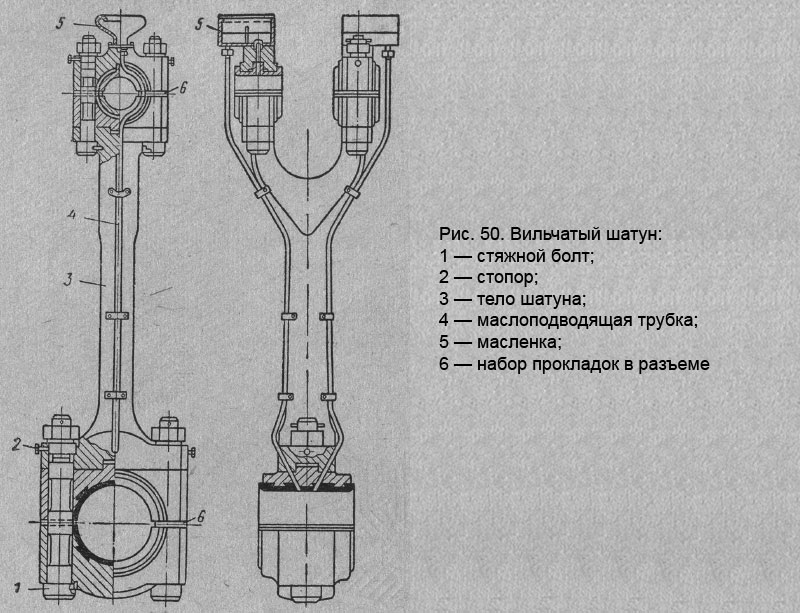
Вкладыши головных подшипников изготавливаются из бронзы или стали. При стальных вкладышах производится заливка их баббитом. В местах разъема подшипников устанавливается набор металлических прокладок для регулировки величины масляного зазора.
Коленчатые валы и рамовые подшипники
Коленчатый вал предназначен для передачи вращения от главной машины гребному винту при помощи валопровода. Вал состоит из нескольких колен, что и определяет его название. Число колен определяется количеством паровых цилиндров. Изготавливаются коленчатые валы из сталей марки Ст. 5 и реже Ст. 6 цельноковаными или составными.
Валы быстроходных машин изготавливаются из стали марки Ст. 35 или из легированных сталей. Цельнокованые валы применяются обычно в машинах небольшой мощности.
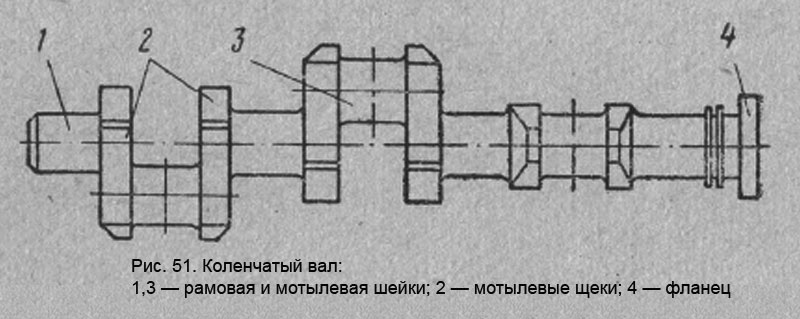
На рис. 51 показан цельнокованый коленчатый вал трехцилиндровой паровой машины. Рамовыми шейками вал укладывается на раме в подшипниках, называемых рамовыми. К мотылевым шейкам подшипниками присоединяются шатуны. К фланцу коленчатого вала на болтах присоединяется упорный вал. Колена вала расположены под углом 120° друг к другу. Если колен два или четыре, их располагают под углом 90°.
Составные коленчатые валы применяются обычно в средних и крупных паровых машинах и изготавливаются разборными (секционными) и неразборными. У первых отдельные части соединяются между собой фланцевыми муфтами или иным разборным соединением, у вторых соединение жесткое с применением горячей посадки деталей. Фланцевое соединение секций вала центрируется при помощи выступа на одном фланце, входящего в выточку второго фланца, либо при помощи центровочной шайбы, вставляемой в выточки в обоих фланцах.
В некоторых машинах к щекам мотылей прикрепляются уравновешивающие грузы, называемые противовесами. Противовесы изготавливаются из чугуна или стали отдельно от щек или заодно с ними у небольших машин.
Рамовые подшипники устанавливаются непосредственно на машинной раме и имеют различные конструкции. Одна из конструкций подшипника показана на рис. 52.
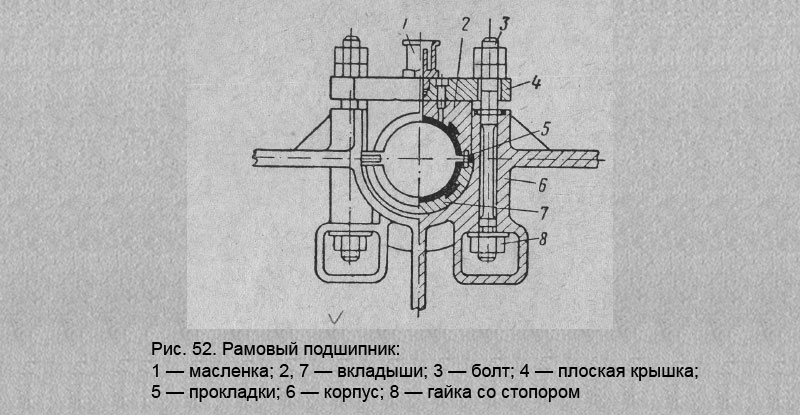
Исполнение верхнего вкладыша прямоугольным, а нижнего полукруглым исключает возможность проворачивания последнего при вращении вала. Нижний вкладыш пригоняется наружной поверхностью по месту посадки и может выниматься для осмотра или ремонта без подъема коленчатого вала.
Упорный вал присоединяется к коленчатому валу и снабжается упорным подшипником, воспринимающим осевые усилия при работе гребного винта.