
Содержание
Окрасочными работами по судну (включая машинные помещения) руководит боцман. На старшего матроса (плотника) возлагается ответственность за приготовление требуемых инструментов, материалов, защитных приспособлений и спецодежды, а также за подготовку беседок, лесов, рабочих плотиков и шлюпок для работы за бортом, на мачтах и дымовых трубах. При выполнении окрасочных работ на судне старший матрос осуществляет малярные работы с помощью механизированных высокопроизводительных средств как самостоятельно, так и совместно с другими матросами.
Подготовка к окраске судовых поверхностей
Обновление окраски судовых поверхностей в процессе эксплуатации судна производят тогда, когда появляются первые признаки ухудшения ее качества и защитных свойств: отсутствие блеска, растрескивание, шелушение, образование пузырей и появление ржавчины.
Поверхность, подготавливаемую к окраске, тщательно моют водным раствором мыла или другими моющими средствами. Оставшиеся не отмытыми масла и жир удаляют ветошью, смоченной уайт-спиритом или ксилолом. Для того чтобы удалить различные компоненты моющих растворов, поверхность тщательно промывают чистой пресной водой.
Старую краску, ржавчину и окалину удаляют с поверхности ручным (киркой, скрябкой, щеткой проволочной, шпателем) или механизированным инструментом (отбойными пневматическими молотками, пневматическими ротационными машинами, пневматическими шарошками, торцевыми пневматическими щетками, угловыми пневматическими щетками, реверсивными и др.).
Стальную поверхность от ржавчины и окалины очищают пневматическими молотками или кирками, избегая повреждения поверхности насечкой стали, усиливающей коррозию. Окончательно стальную поверхность обрабатывают пневматическими или ручными стальными щетками, удаляя остатки (налет) ржавчины и следы старой краски.

При очистке поверхностей из легких сплавов и оцинкованных необходимо беречь от повреждений окисную пленку, которая повышает коррозионную стойкость металла. С таких поверхностей старую краску удаляют затупленными стальными или алюминиевыми шпателями.
Деревянная поверхность перед окраской должна быть сухой, чистой, ровной, без следов клея и пятен. Смолистую древесину перед окраской промывают скипидаром для того, чтобы краска держалась на поверхности. Сглаживают поверхность путем циклевания (циклей) и шлифования шкуркой. Поверхность, которая отслаивается и пузырится, очищают скрябкой. Краску, хорошо держащуюся на краях поверхности, сглаживают шкуркой или пемзой. Участки, очищенные от краски, и некрашеные поверхности древесины пропитывают один-два раза олифой, в которую добавляют небольшое количество сухой охры.
Охра создает шероховатость поверхности, что способствует лучшему прилипанию грунтовочного слоя краски.
Пластиковую поверхность перед окраской обрабатывают наждачной бумагой для того, чтобы улучшить сцепление краски с окрашиваемой поверхностью.
Общие сведения о лакокрасочных материалах
Лакокрасочная пленка покрытия должна иметь достаточную прочность, хорошую эластичность при изгибах и вибрациях, стойкость против воздействия как высоких, так и низких температур, моющих средств, масел, нефтепродуктов и т. п.
Лаки – растворы естественных и синтетических смол или их соединений с маслом и другими веществами в каком-либо летучем растворителе. В зависимости от пленкообразующей основы лаки бывают масляные, алкидные, битумные, нитроцеллюлозные, поливиниловые, эпоксидные и др. Они используются как в чистом виде для покрытия деревянных и металлических конструкций, так и для приготовления различных эмалевых красок. Всякая краска состоит из двух основных компонентов: пленкообразователя и пигмента.
Пленкообразователи составляют основу лакокрасочных материалов. Это вещества, способные образовывать после высыхания прочную пленку. К ним относятся натуральные, полунатуральные и искусственные олифы, природные и синтетические смолы. Для приготовления натуральных олиф используют растительные масла. Искусственные олифы получают химическим путем. Природные смолы – канифоль, янтарь, битум – сложные органические соединения в основном растительного происхождения. Синтетические смолы – эпоксид, этиноль, перхлорвинил.
В зависимости от пленкообразователя бывают краски масляные, синтетические, эмульсионные и специальные.
Пигменты – сухие красящие вещества, не растворяющиеся в пленкообразователе. Их вводят в состав грунтов, шпаклевок, красок, эмалей и мастик для придания им нужного цвета и улучшения качества покрытия. Естественные пигменты – красящие минеральные вещества, получаемые переработкой сырья. Искусственные пигменты – белила литопонные, свинцовые, цинковые, сурик свинцовый, крон свинцовый и цинковый, ультрамарин, киноварь – получают путем химической обработки сырья.
Наполнители – инертные, некрасящие вещества, получаемые путем тонкого помола дешевых природных минералов. Они вводятся в краски для снижения расхода пигментов и улучшения антикоррозионных свойств пленки пленкообразователя, повышения атмосферостойкости покрытий и их устойчивости к действию некоторых нефтепродуктов.
Пластификаторы – малолетучие вещества, придающие пленке эластичность и устойчивость к изгибам. В качестве пластификаторов применяют растительные масла невысыхающего типа, химические соединения с высокой температурой кипения и различные смолообразные вещества.
Отвердители – жидкие вещества, которые при введении в некоторые сорта красок и лаков способствуют образованию твердых пленок.
Растворители
Растворители – вещества, служащие для растворения сгущенных олиф, лаков и т. п.
Растворители представляют собой летучие, легковоспламеняющиеся жидкости, поэтому необходимо соблюдать строгие меры противопожарной безопасности.
Бензол – растворитель нитрокрасок и некоторых лаков, а также растворитель эфирных и жирных масел, камфоры и воска.
Бензин – разбавитель нитрокрасок.
Уайт-спирит – для растворения масляных красок и различных лаков.
Сиккативы – для ускорения высыхания олиф, красок и шпаклевок.
Скипидар применяется для растворения загустевших красок и шпаклевок.
Грунты
Грунты – это нижние слои лакокрасочных покрытий, т. е. слои, наносимые непосредственно на окрашиваемую поверхность. Основное назначение грунта – предохранять поверхность металла от коррозии и обеспечивать хорошую адгезию с последующим слоем покрытия. Исходя из этого, используемые в качестве грунтов краски должны иметь низкую вязкость, чтобы проникать во все поры грунтуемой поверхности, высокую антикоррозийность и водонепроницаемость.
По роду окрашиваемых материалов различают грунты для стали, для легких сплавов, для цветных сплавов и для дерева, а по способу защитного действия – антикоррозионные, фосфатирующие и протекторные. По виду пленкообразующей основы грунты подразделяются на масляные, лаковые из искусственных смол и специальные.
Приготовление красок к работе
В связи с тем, что краски выделяют вредные для здоровья людей и пожароопасные вещества, при окрасочных работах необходимо соблюдать определенные технологические приемы и правила. Разводить, перемешивать и фильтровать краску следует в малярной кладовой при включенной вытяжной вентиляции или вблизи малярной на открытой палубе. Краски в металлической таре открывают взрывобезопасным инструментом из латуни или меди.
Перед раздачей готовой к употреблению краски необходимо ее тщательно перемешать, а затем профильтровать. Перемешивание выполняется в следующем порядке. Примерно одну треть краски из тары выливают в чистую посуду. Деревянной мешалкой перемешивают оставшуюся в таре часть жидкой краски с осадком. В получившуюся после этого однородную смесь вливают отлитую краску и снова хорошо перемешивают. Краску фильтруют через металлическую сетку или специальную капроновую ткань.
Густотертые масляные краски разбавляют, энергично помешивая, небольшими порциями олифы до необходимой вязкости. В загустевшую краску добавляют 3–8 % соответствующего растворителя (в зависимости от применяемого для окрашивания инструмента). В случае сгущения краски при понижении температуры воздуха растворитель не применяют, а подогревают ее до температуры 20–30 °С в раздаточном бачке, помещая его в ведро с горячей водой.
Приготовить краску из сухих пигментов можно только в исключительных случаях и при наличии краскотерки. Вначале отвешивают нужное количество всех компонентов краски, затем их высыпают в достаточно просторную емкость для того, чтобы в нее вошла вся краска и осталось место для ее размешивания. Сухие компоненты тщательно перемешивают и добавляют 10 % пленкообразователя. Полученную смесь растирают до получения однородной густой пасты, которую пропускают дважды через краско- терку. В перетертую пасту добавляют еще 20 % пленкообразователя и продолжают перемешивать. В приготовленную краску вливают остатки отвешенного пленкообразователя, а если необходимо, то и другие жидкие компоненты, снова перемешивают и фильтруют.
Работать с сухим свинцовым суриком и другими ядовитыми пигментами необходимо в пылезащитном респираторе. Барабаны с алюминиевой пудрой вскрывают в помещениях без принудительной вентиляции так, чтобы ее не раздувало, поскольку она в смеси с воздухом взрывоопасна. Красочные составы с алюминиевой пудрой на краскотерке не перетирают.
Чтобы предотвратить загустевание приготовленных красок, их необходимо хранить в хорошо закрывающейся таре. Густотертые краски и шпаклевки при хранении заливают сверху водой, которую при разбавлении краски сливают. Образовавшуюся на поверхности краски или шпаклевки твердую пленку пленкообразователя подрезают и удаляют.
Густоту краски определяют следующим образом: краска не должна быстро стекать с кисти, но должна легко ложиться на окрашенную поверхность при слабом нажиме кисти. Если на стекло нанести каплю краски и поставить его вертикально, то капля должна стечь на расстояние 3–4 см. Если капля стекла на меньшее расстояние, это значит, что краска густая и следует добавить олифу, а если на большее, то краска жидкая и надо добавить густотертой краски.
Густая краска ложится на поверхность толстым слоем, плохо высыхает и образует морщины. Окрашенная такой краской поверхность имеет неровный, пятнистый вид. Кроме того, густая краска приводит к перерасходу материалов. Жидкая краска обладает низкой покрывающей способностью и приводит к образованию потеков.
При планировании и производстве окрасочных работ нужно обязательно учитывать срок высыхания краски. За 1,5–2 часа до начала окраски поверхность обезжиривают, протирая ее ветошью, смоченной в уайт-спирите, затем насухо вытирают. Грунтовка стальных наружных поверхностей должна быть произведена за 6 часов до окраски, внутренних поверхностей – за 24 часа.
Обычный срок высыхания красок 24–30 часов при температуре 20 °С. При повышении температуры время полного высыхания сокращается. Поскольку многие поверхности на судах приходится красить дважды и даже трижды, то последующие слои краски можно наносить лишь после того, как высохнет предыдущий слой. Поспешность в этом случае резко снизит качество малярных работ.
Хранение лакокрасочных материалов
Хранение лакокрасочных материалов на судах должно быть организовано в специальных малярных кладовых, оборудованных стеллажами и приспособлениями для хранения лакокрасочных мате- риалов. Малярные кладовые должны быть сухими, вентилируемыми и изолированными помещениями.
Категорически запрещается использовать электрические приборы в малярных кладовых, а установленные в кладовой электрическая сетевая арматура и светильники должны быть герметическими. Также запрещено пользоваться открытым огнем, керосиновыми лампами и фонарями, свечами. Хранение лакокрасочных материалов вместе с кислотами, щелочами и легко воспламеняющимися веществами не допускается. Малярные кладовые должны содержаться в чистоте.
Инструменты, применяемые для окраски
Для получения хорошего покрытия необходимо применять только те инструменты, оборудование и технологию, которые рекомендованы для используемого материала. Отклонение от установленных требований снижает качество покрытия.

Окрасочные работы на судах выполняются или вручную малярными кистями, или механизированным способом при помощи пневматического распылителя.
Малярные кисти различаются в зависимости от назначения по форме, величине и по роду материала, из которого они сделаны. Лучшие кисти изготавливаются из свиной щетины и конского волоса.
Обычные кисти. Они незаменимы при работе в помещениях с большим количеством оборудования, приборов, проводов, а также в труднодоступных пространствах, где затруднительно устройство вентиляции и ограничена свобода маневрирования с краскораспылителями безвоздушного типа, требующими особой осторожности при окрашивании.
При окрасочных работах используют кисти следующих типов:
- маховые
- плоские филеночные и круглые
- круглые и плоские ручники
- плоские и круглые трафаретные
- флейцы
- щетки-торцовки
Маховые кисти – это большие щетинные кисти в металлической оправе, насаженные на рукоятку длиной до 1,5 м. Их изготовляют различного размера и маркируют в зависимости от диаметра и ширины цанги. Такие кисти применяют при окрашивании поверхностей больших размеров красками, наносить которые механизированным способом не допускается. Для этих же целей используют плоскую кисть на короткой рукоятке. Перед началом работы новую маховую кисть расклинивают и обвязывают шнуром или шпагатом, что делает ее более упругой и, следовательно, улучшает качество наносимого покрытия. По мере износа кисти шпагат разматывают.

Значительно проще использовать для этой цели алюминиевые кольца шириной 5–10 мм, надеваемые на кисть до ее расклинивания. По мере износа щетины кольца снимаются. При таком способе обвязки не требуется последующей достаточно длительной перевязки кисти.
Филеночные кисти обвязывают толстой суровой ниткой или тонким шпагатом. Первую петлю накладывают на щетину кисти с учетом необходимой длины ее рабочей части. Один конец придерживают пальцем у основания кисти, а вторым концом накладывают первые четыре-пять спиральных витков. После этого делают петлю, уложив свободный конец вдоль щетины, и навивают нитки, доводя их до обжимной части кисти. Заканчивая вязку, продевают свободный конец в петлю, а другим концом затягивают ее под последнее кольцо вязки и завязывают узел. Для прочности обвязку покрывают клеем. Если при обвязывании кисти нитка будет скользить, щетину в местах обвязки также покрывают клеем.
Для окрашивания по трафарету применяют трафаретные специальные кисти, отличающиеся от ручников более короткой или жесткой щетиной с тупым обрезом. Кисти такого типа не обвязывают.
Флейцы делают из барсучьего волоса и применяют для улучшения внешнего вида окрашиваемых поверхностей, окрашенных краской с плохим разливом. С помощью флейцев можно устранить следы штрихов от кисти и получить гладкую поверхность.
Кисти-торцовки по виду напоминают щетки, употребляют не для окрашивания, а для обработки поверхности, окрашенной специальной масляной или какой-либо другой вязкой краской. При этом получается поверхность со своеобразным внешним видом. Обработка сырого покрытия щеткой-торцовкой уменьшает его глянец, уничтожает неприятные блики, появляющиеся на глянцевых поверхностях при искусственном освещении. Для механизации торцовочных работ может быть использована пневматическая вибрационная кисть.
Кисти валикового типа. Их применение позволило повысить производительность труда и уменьшить требования к квалификации работников, выполняющих окрашивание.
Большой недостаток валиковых кистей заключается в том, что с их помощью невозможно тщательно окрашивать мелкие поры, углубления, язвы и другие дефекты, особенно часто встречающиеся на корпусе эксплуатируемых судов. Поэтому на судах, окрашивавшихся валиковыми кистями, подпленочная коррозия возникает во много раз чаще, чем при использовании обычных кистей.
Уход за кистями и их хранение
Кисти требуют бережного обращения и тщательного ухода. По окончании работы их отжимают от остатков краски и промывают до полного удаления загрязнений. После применения эмульсионных красок кисти промывают вначале теплой водой, а затем водой с мылом. Если использовались масляные краски, то кисти промывают уайт-спиритом, сольвентом, скипидаром, а затем теплой водой с мылом. От остатков спиртовых лаков (шеллачного, идитолового) их отмывают ацетоном. Остатки нитролака или нитроэмали удаляют растворителями. Эти же растворители можно применять при очистке кистей, использовавшихся для работы с эпоксидными составами. Битумные лаки отмывают так же, как масляные краски, сольвентом, смесью сольвента с уайт-спиритом.
Для промывания кистей нельзя применять растворы каустической или кальцинированной соды, моющие составы и щелочи.
Ежедневно употребляемые очищенные от остатков краски кисти следует хранить в таком положении, чтобы щетина не деформировалась. Для этого могут быть использованы ванны с защипами или с сеткой, а также ведро с зажимами для кистей.
Валиковые кисти по окончании работы отмывают от краски растворителем, а затем теплой водой с мылом. Кисть просушивают и хранят в подвешенном состоянии. При длительном хранении валиковых кистей из натуральной овчины необходимо принимать меры для защиты их от моли.
Пневматические краскораспылители
При современных размерах судов затруднительно обеспечить их своевременное окрашивание вручную. Эти работы необходимо как можно полнее механизировать и выполнить с помощью специальных краскораспылителей, применение которых позволяет:
- равномерно наносить на поверхность слой грунтовки, шпатлевки, краски, лака или эмали, в том числе очень жидких, быстро высыхающих с повышенной вязкостью, пастообразных или твердых при нормальной температуре;
- окрашивать по недосушенным грунтовкам или по слою краски, имеющей отлип, когда применение кисти невозможно;
- наносить покрытие на поверхности, окрашенные красками на сополимерах хлорвинила, нитрокрасками, нитроэпоксидными и другими, пленки которых при нанесении кистью растворяются, разрушая нижележащие слои краски;
- окрашивать труднодоступные места (например, за комингсами), где, пользуясь кистями, нельзя получить удовлетворительные результаты.
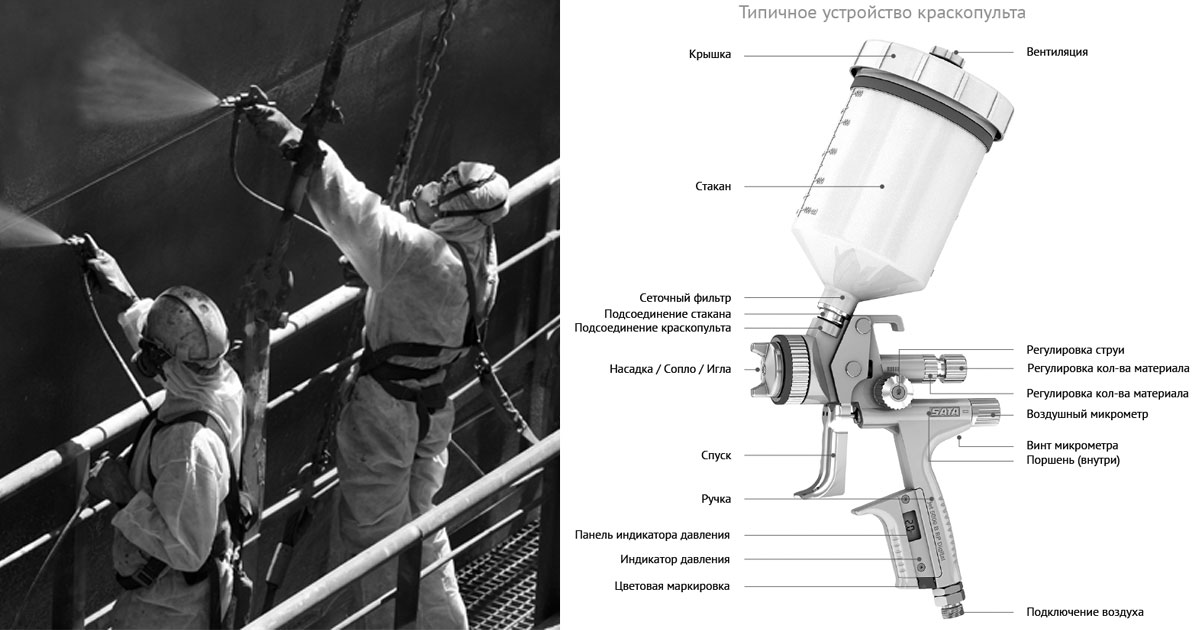
Чтобы обеспечить высокое качество механизированного окрашивания, необходимо в первую очередь подобрать наиболее эффективный для работы краскораспылитель и соответствующие для этого сопла. Универсального краскораспылителя, пригодного для всех случаев окрашивания, не существует.
Главнейшей частью краскораспылителя является форсунка, состоящая из двух сопл: по одному из них подается распыляемый лакокрасочный материал, а по другому – воздух. В зависимости от места образования смеси краски с воздухом различают форсунки с наружным смешиванием, внутренним смешиванием и комбинированного действия.
Уход за краскораспылителями
Для работы необходимо использовать исправные краскораспылители с хорошо очищенными распыливающими соплами, плавно движущейся запорной иглой, которая герметично закрывает сопло, правильно подтянутыми прокладками и уплотнениями. Распыливающая головка должна быть собрана с учетом способа подачи в нее краски. При подачи из бачка, укрепленного снизу или сверху краскораспылителя, конец сопла, по которому подается краска, должен несколько выступать из головки, подводящей воздух, или находиться с ней на одном уровне. При неправильной сборке сопло может быть утоплено внутрь головки, что затруднит поступление краски и ухудшит качество покрытия.
Следует помнить и соблюдать следующие правила ухода за краскораспылителем. По окончании работ, независимо от типа пневматического краскораспылителя, необходимо:
- вылить остатки краски из бачка, влить в него 25–50 см3 растворителя, хорошо очистить бачок от краски и выпустить растворитель из краскораспылителя в специальную емкость. Эту операцию повторяют 2–3 раза;
- отсоединить шланг краскораспылителя от масловодоотделителя, продуть последний через спускной кран;
- перекрыть воздух, поступающий в масловодоотделитель, и через нижний кран выпустить остатки воздуха;
- отсоединить шланг от краскораспылителя и масловодоотделителя и аккуратно свернуть в бухту;
- снять бачок для краски, снять и разобрать распылительную головку, вынуть запорную иглу, прочистить, промыть их растворителем и тщательно вытереть;
- промыть остальные детали, при необходимости разобрав для этого краскораспылитель;
- осмотреть краскораспылитель, при сборке устранить мелкие неисправности или заменить изношенные детали;
- при подаче краски из бачка под давлением следует отсоединить краскораспылитель, промыть его без разборки и затем разобрать и тщательно промыть все детали. Шланг, по которому подавалась краска, нужно тщательно промыть уайт-спиритом или другим растворителем и 2–3 минуты продувать сжатым воздухом. Затем шланги следует аккуратно свернуть в бухту, а бачок освободить от краски, помыть 2–3 раза растворителем до удаления всех следов краски и оставить открытыми для просушивания.
Организация работ и техника безопасности
Перед началом работ по подготовке и окраске поверхностей (в зависимости от места их выполнения) должны быть предусмотрены следующие мероприятия:
- проверка надежности и готовности лесов и беседок;
- проверка качества тросов, которые будут использованы при окрасочных работах; при этом запас прочности тросов, предназначенных для подъема людей, должен быть не менее двенадцатикратного;
- проверка готовности плотов или шлюпок, с которых предполагается вести окраску корпуса судна;
- проверка готовности освещения места работ;
- проверка до начала работы наличия вредных газов и застойного воздуха в цистернах, нефтяных отсеках, фор- и ахтерпиках и организация вентиляции этих помещений. В этих и подобных закрытых помещениях запрещается работа без предварительного анализа воздушной среды, а также при концентрации вредных газов выше допустимой санитарными нормами; снабжение противопожарными средствами;
- обеспечение работающих людей спецодеждой, рукавицами, защитными очками, респираторами и другими средствами индивидуальной защиты, если они окажутся необходимыми при проведении окрасочных работ;
- проверка исправности инструмента и аппаратуры; краскораспылители должны быть снабжены необходимой арматурой, редуктором для снижения давления сжатого воздуха, поступающего в аппарат, проверенным и опломбированным манометром, имеющим на шкале отметку о предельном рабочем давлении, и предохранительным клапаном; воздушные шланги должны быть прочно закреплены.
Помещения, где проводят окрасочные работы, должны вентилироваться с помощью постоянных или переносных вентиляционных установок в течение всего времени проведения этих работ. В отсеках, цистернах обезжиривать и окрашивать поверхности следует только при наличии приточно-вытяжной вентиляции и при условии применения работающими индивидуальных средств защиты.
Подаваемый от компрессора воздух обязательно должен пройти через водомаслоотделитель. В холодное время года подаваемый в окрашиваемые помещения воздух, а также воздух для индивидуальных средств зашиты с принудительной подачей должен подогреваться до 18–23 °С.
Все работы по зачистке и окраске цистерн, танков, коффердамов и подобных помещений производят под непрерывным наблюдением, при этом:
- наблюдающий должен находиться вне этих помещений, около горловины, люка или двери;
- каждый работающий должен быть снабжен поясом с лямками и сигнальным линем, конец которого должен держать наблюдающий;
- время пребывания в этих помещениях не должно превышать 30 минут, после чего обязателен отдых вне помещений в течение 15 минут;
- наблюдающий должен следить за тем, чтобы шланги не переги- бались и не зажимались, помогать подавать или вытягивать шланги и провода светильников и оказывать помощь в случае, если необходимо немедленно удалить работающих из окрашиваемого помещения;
- используемые при работе светильники должны быть взрывобезопасного типа, снабжены металлической сеткой для защиты от механических повреждений и работать от тока напряжением не свыше 12 вольт.
При появлении признаков недомогания (головокружения или тошноты) работающий должен немедленно прекратить работу, подать тревожный сигнал и выйти из окрашиваемого помещения. Вместе с ним должны выйти и все остальные, работающие в этом помещении. Возобновление работ допускается только после выявления и устранения причин, вызвавших недомогание работающего.
Удаление старых окрасочных покрытий паяльными лампами или газовыми горелками запрещается. Удалять покрытия с помощью смывок разрешается только на наружных поверхностях судна.
На время проведения забортных работ и работ на высоте назначают наблюдающего, который следит за безопасностью работы. У места выполнения забортных работ должен находиться спасательный круг с бросательным концом длиной не менее 25 метров. Спускать, поднимать и переносить забортную беседку можно только при отсутствии на ней людей. Сходить с палубы на беседку и с беседки на палубу можно только по штормтрапу.
Забортные работы выполняют в надетых спасательных жилетах. На каждом работающем должен быть страховой пояс со страховым концом. Весь инструмент у работающих на высоте должен иметь штерты, закрепленные на поясах или на беседках.
Окраску мачт, палубных колонок, дымовых труб, надстроек и других мест, расположенных высоко над палубой судна, можно проводить с беседки или люльки, поднимаемой на гордене. Поднимать человека с помощью лебедок запрещается. Нельзя вести подъем людей, если блок заедает или гордень соскакивает с блока. Запрещается применять срощенные гордени.
Нельзя вести забортные работы и работы на высоте по подготовке поверхностей к окраске и окраску на ходу судна. Запрещается проводить забортные работы с беседок во время стоянки судна в доке, а также между бортами стоящих лагом судов или между бортом судна и стенкой причала. Запрещается окраска судна с плавучих средств (шлюпки, плота), находящихся между бортами стоящих лагом судов или между бортом судна и стенкой причала.
При работе с установками безвоздушного распыления необходимо соблюдать следующие требования:
- применяемые аппараты должны иметь паспорт с указанным в нем заводским номером, соответствующим нанесенному на аппарате, и инструкцию по эксплуатации;
- давление воздуха (краски) запрещается повышать более значений, указанных в паспорте аппарата;
- устранять неисправности аппарата, выполнять его наладку и ремонт должны только выделенные для этого администрацией лица;
- направлять струю краски на людей и в места, откуда возможно их появление, запрещается.
К работе с аппаратами для безвоздушного распыления допускаются специально проинструктированные лица.
Наружные поверхности методами распыления окрашивают с учетом направления ветра (с подветренной стороны). Нанесение распылением красок, содержащих вредные для здоровья людей вещества (свинец, сурьму, ртуть), категорически запрещается. Окраску помещений методами распыления надо вести во всех случаях в противогазах, при этом окрашиваемые помещения должны хорошо проветриваться. Окраску в них надо выполнять в такой последовательности: при вытяжной вентиляции – начиная от вентиляционного отверстия, при нагнетательной – начиная с наиболее удаленных участков.
Во время окрасочных работ надо выполнять следующие правила безопасности и личной гигиены:
- в районе окраски строго соблюдать меры пожарной безопасности;
- ветошь, загрязненную красками и остатками окрасочных материалов, непригодных к использованию, собирать в плотно закрывающуюся несгораемую тару и удалять с судна при первой же возможности;
- очистку поверхностей от старой краски выполнять в защитных очках и респираторах, непрерывно смачивая очищаемые поверхности;
- в тех помещениях, где не может быть обеспечена нормальная вентиляция, работать в респираторах с принудительной подачей воздуха или в шланговых противогазах, независимо от того, ведется окраска кистью или методом распыления;
- пролитые окрасочные составы немедленно убирают, а палубу в этом месте протирают ветошью, смоченной уайт-спиритом, до полного удаления следов пролитой краски;
- перед началом работ кожу лица, шеи, рук смазывать специальной пастой, а если ее нет, то мылом;
- попавшую на кожу краску удалять чистой ветошью;
- перед курением вымыть руки с мылом, а перед приемом пищи, кроме того, снять спецодежду;
- после окончания работы вымыться под душем, при этом неотставшую краску с кожи предварительно удалить чистой ветошью или ватой, смоченной уайт-спиритом.
При выполнении окрасочных работ категорически запрещается:
- работать с ненадежно сооруженных и плохо укрепленных лесов, с подмостков, не огражденных леерами или имеющих неисправный настил;
- пользоваться неисправным пневматическим или электрическим инструментом;
- во время работы на высоко расположенных конструкциях бросать вниз какие бы то ни было предметы, а также располагаться по высоте друг над другом по одной вертикали;
- употреблять для красок вместо ведер (котелков) стеклянные банки;
- освещать тару, в которой находятся или находились лакокрасочные материалы, при помощи спичек или других открытых источников огня;
- пользоваться при вскрытии металлической тары стальными зубилами, молотками или другими предметами, могущими вызвать искрообразование.
Если при проведении окрасочных работ произошло отравление работающего, то прежде всего необходимо вывести (вынести) пострадавшего на чистый воздух и немедленно вызвать судового специалиста по оказанию медицинской помощи. В свежеокрашенных помещениях в течение 2–3 суток людям жить нельзя.
Литература
Матрос морского судна - Шарлай Г. Н. [2014]