Разборка и ревизия выпускного клапана
Операции по технике безопасности:
- 1.Остановить двигатель, т.е. он должен быть в не работе.
- 2.Заблокировать пуско-реверсивную систему.
- 3.Закрыть пусковой воздух как на двигателе, так и на воздушных баллонах.
- 4.Ввести в зацепление валоповопротное устройство.
- 5.Закрыть клапана охлаждающей системы.
- 6.Закрыть клапаны на топливной системе двигателя.
- 7.Остановить масляный насос.
Технические значения эксплуатационных величин
- Максимальное значение диаметра шпинделя выпускного клапана — вверх - 72.5, вниз -74,5
- Минимальный размер шпинделя - 71,8
- Кольца масляного цилиндра, минимальная толщина - 3,2
- Усилие затяжки гаек масляного цилиндра -100 Нм
- Усилие затяжки винта подъемного приспособления - 50 НМ
- Усилие затяжки предохранительного клапана - 50-30 Нм
- Давление открытия предохранительного клапана- 21 бар
- Угол аксиальный конуса шпинделя - 60
- Вертикальный угол притирки шпинделя /седла - 30
- Максимальный износ седла - 2,3 мм
- Максимальное выгорание шпинделя - 12 мм
- Максимальный износ веретена шпинделя - 2 мм
Для снятия корпуса выпускного клапана с цилиндровой крышки его необходимо освободить от трубопроводов всех систем, установить рым в верхней части корпуса выпускного клапана. Зацепить гаком талей.
Также освободить трубы гидравлической системы.
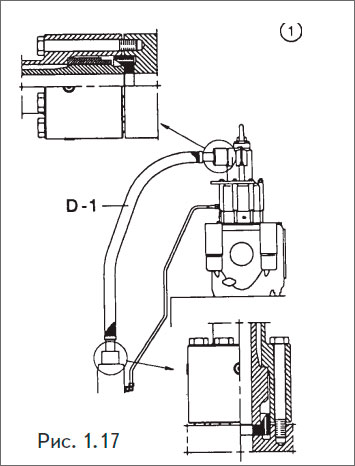
Первая технологическая операция для снятия выпускного клапана — это разборка трубопровода высокого давления системы гидравлики
1-я операция
- Отдать все трубы высокого давления.
- Отдать крепежные болты фланцев верхнего и нижнего на трубопроводе высокого давления.
- Снять трубопровод.
- Отдать трубку системы утечки.
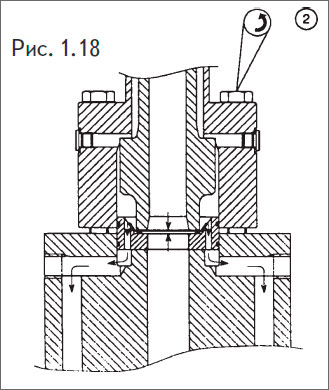
2-я операция
- Детали фланцевого соединения очистить и осмотреть на предмет наличия дефектов, если имеется — устранить
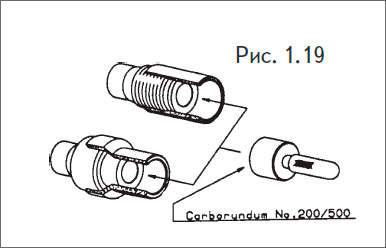
3-я операция (см. рис. 1.19)
Проверить уплотнительные поверхности и притереть их притиром и пастой 200/500. Сначала грубой, потом мелкой.
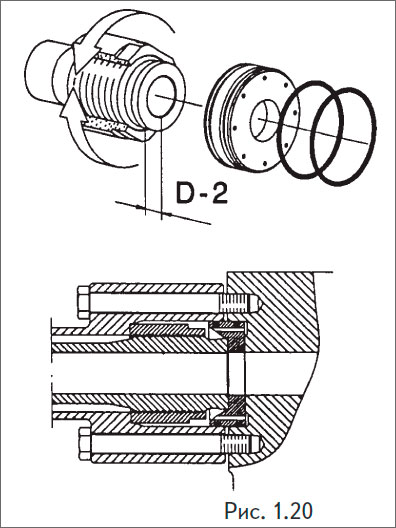
4-я операция (см. рис. 1.20)
- После притирки замерить расстояние втулки
- Проверить упорные колодки в выпускном клапане сервомотора на предмет меток на уплотняющих поверхностях.
- Заменить уплотнительные кольца.
- Освободить с помощью отвертки упорные подушки.
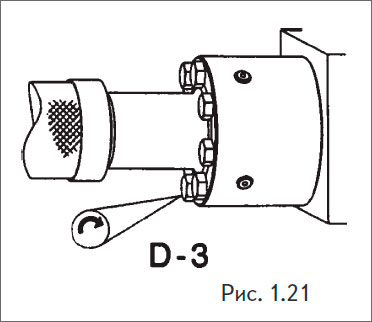
5-я операция (см. рис. 1.21)
- Сборка трубы высокого давления.
- Совместить уплотнительные поверхности трубы высокого давления и сервомотора, обращая внимание на уплотнительные кольца упорных подушек.
- После правильной установки трубы высокого давления относительно выхлопного клапана и сервомотора Обжать болты фланца «крест накрест».
- Проверить систему на плотность.
Последовательность дальнейших технологических операции по разборке выпускного клапана
1-я операция (см. рис. 1.22)
- Установить корпус выпускного клапана на деревянную подставку.
- Отдать восемь гаек масляного цилиндра и предохранительную ленту
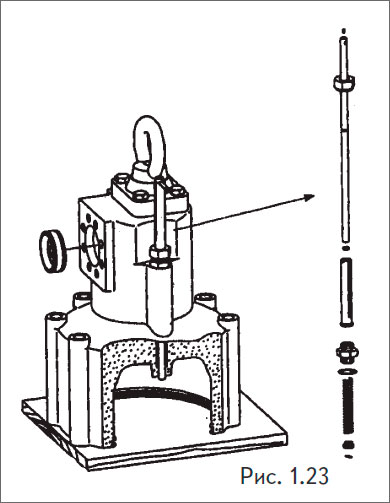
2 -я операция (см. рис. 1.23)
- Снять масляный цилиндр и установить на деревянный поддон.
- Разобрать, осмотреть уплотнительные кольца и упорную деталь, трубы высокого давления на предмет меток.
- Заменить, если необходимо, упорную деталь и кольца. Проверить индикатор вращения веретена шпинделя.
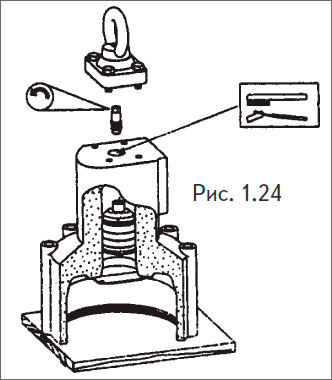
3-я операция (см. рис. 1.24)
- Отдать болты и снять рым подъема с масляного цилиндра, чтобы добраться до отверстия пробки.
- Отвернуть и почистить пробку отверстия.
- Осмотреть, почистить отверстие пробки на верху масляного цилиндра.
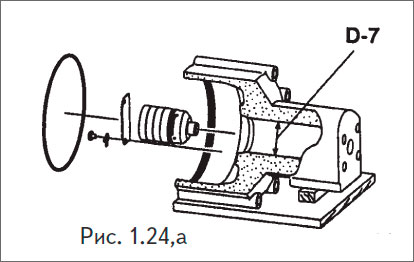
4-я операция (см. рис. 1.24,а)
- Уложить масляный цилиндр горизонтально.
- Снять и убрать уплотнительные кольца.
- Снять фланец и вынуть поршень.
- Произвести осмотр, сделать обмер диаметра цилиндра.
- Если износ превышает допустимые величины — заменить.
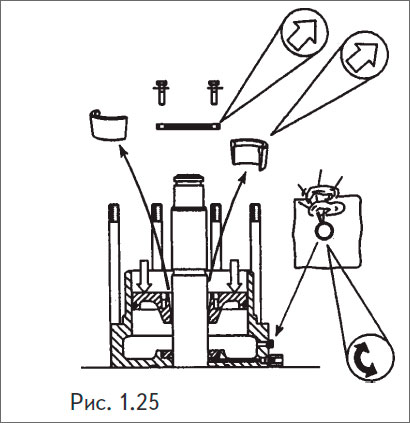
5-я операция (см. рис. 1.25)
- Отдать вентиляционную пробку расположенную над шаровым клапаном на воздушном цилиндре.
- Отдать четыре болта фланца сверху воздушного цилиндра и снять фланец.
- Освободить воздушный цилиндр от конического стопорного кольца с помощью свинцового молотка и убрать коническое стопорное кольцо.
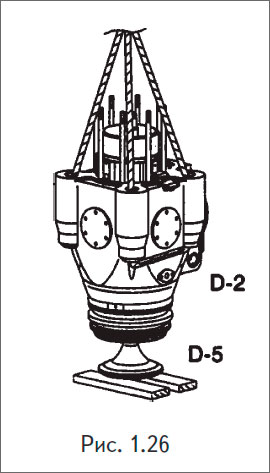
б-я операция (см. рис. 1.26)
- Застопорить корпус выпускного клапана и поднять его без шпинделя.
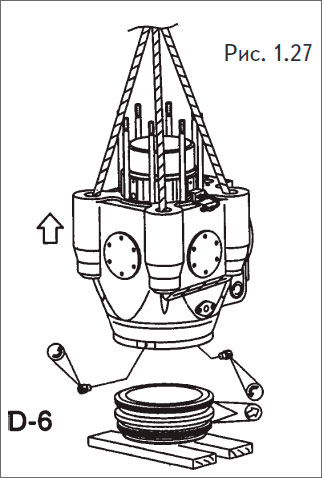
7-я операция (см. рис. 1.27)
- Установить корпус выпускного клапана в 10 см от деревянной площадки и отдать стопорные болты седла клапана, сбить седло.
- Снять уплотнительное кольцо и очистить все отверстия охлаждения.
- Осмотреть посадочное место седла и тщательно очистить, после чего проверить шаблоном.
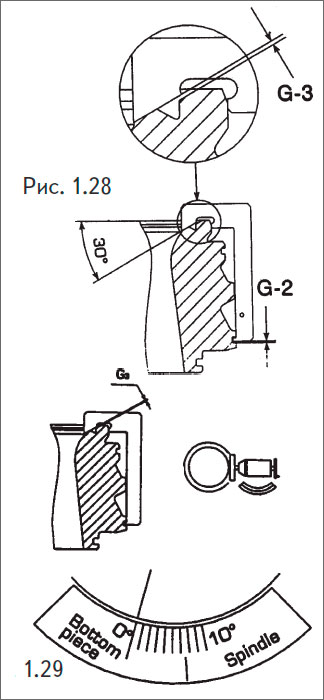
- Произвести замеры седла по шаблону в 4-х местах по наружности, как показано на рис. 1.28.
- Замерить зазоры G2 и G3 щупом и сравнить с рекомендованными величинами инструкции.
- Если на посадочном месте есть повреждения, забоины или зазор G3 не соответствует значениям инструкции — притереть. Если калибр ложится в канавку — седло заменить.
8-я операция (см. рис. 1.29)
- Установить седло на притирочный станок, отцентровать и произвести притирку посадочного места.
- После притирки проверить по шаблону и щупом (см. рис. 1.28) замерить зазор G3. При несоответствии величины зазора G3 продолжить притирку так чтобы зазор G3 соответствовал значениям инструкции.
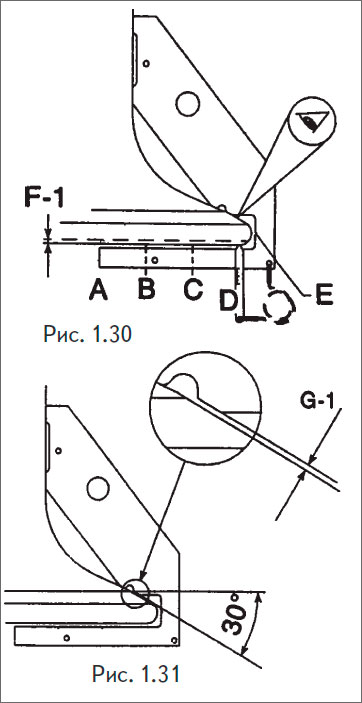
9-я операция (см. рис. 1.30)
- Тщательно очистить шпиндель клапана.
- Осмотреть посадочную поверхность клапана шпинделя на предмет наличия дефектов. Проверить степень износа посадочной поверхности F1, измеряя в точках АВСДЕ. Замерить зазор G1 между шаблоном и посадочным местом, как показано на рис. 1.31.
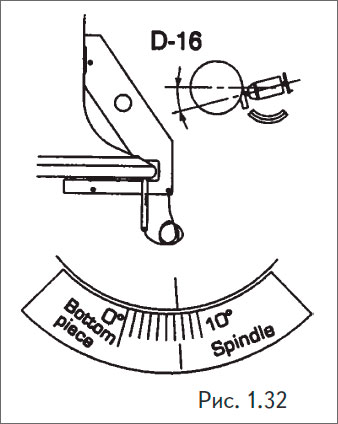
10-я операция (см. рис. 1.32)
- При наличии дефектов на посадочной поверхности клапана необходима притирка до ликвидации дефектов.
- Если зазор G1, F1 превышают допустимые, шпиндель клапана заменить.
- Поместить шпиндель клапана в притирочный станок с проверкой центровки и произвести притирку посадочной поверхности клапана с периодической проверкой зазора G1 — он не должен превышать допустимый.
- Если притиркой не удалось вывести дефекты и прогары и зазор G1 достиг предела — шпиндель клапана заменить.
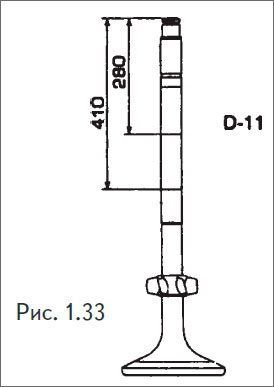
11-я операция (см. рис. 1.33)
- Произвести замеры штока шпинделя на предмет износа на расстоянии от верха 280 мм и 410 мм как показано на рис. 1.33.
- При выявление износа выше допустимых значений шпиндель подлежит замене.
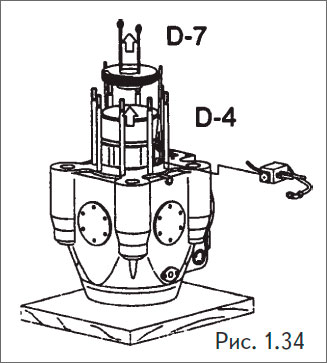
12-я операция (см. рис. 1.34)
- Демонтировать воздушный цилиндр и проверить тефлоновые направляющие и уплотнительные кольца.
- Демонтировать сальниковую коробку.
- Демонтировать воздушный цилиндр.
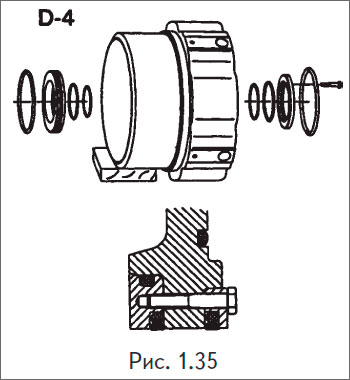
13-я операция (см. рис. 1.35)
- Очистить воздушный цилиндр и осмотреть на предмет износа, дефектов.
- Удалить 4-е болта в дне цилиндра.
- Демонтировать фланцы поршня и произвести осмотр фланца и уплотнительных колец на предмет износов и дефектов.
- При сборке установить новые уплотнительные кольца для присоединения фланца к днищу цилиндра. Уплотнительные кольца установить согласно эскизу рис. 1.35.
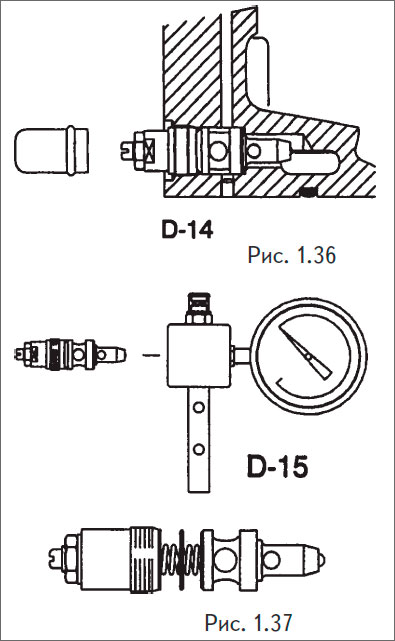
14-я операция (см. рис. 1.36)
- Заменить уплотнительное кольцо в канавке на дне воздушного цилиндра.
- Снять защитную крышку с предохранительного клапана.
- Заменить прокладку и уплотнительное кольцо.
- Опрессовать предохранительный клапан и при необходимости отрегулировать на давление согласно инструкции (см. рис. 1.37).
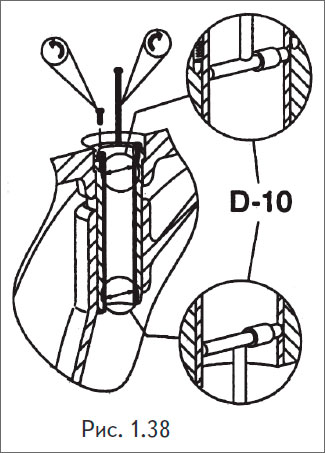
15-я операция (см. рис. 1.38)
- Произвести осмотр направляющей втулки шпинделя на предмет дефектов и сделать замер диаметра для определения износа.
- При необходимости — заменить.
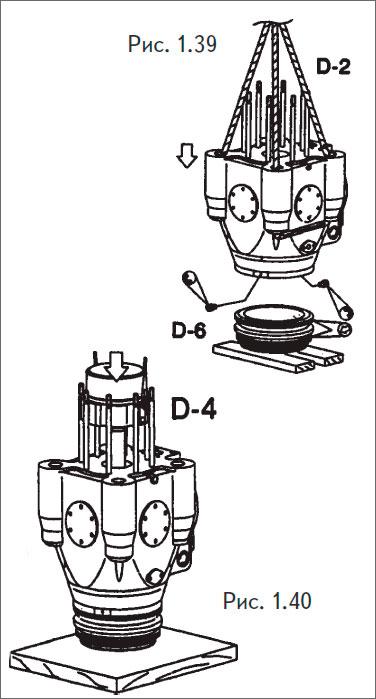
16-я операция (см. рис. 1.39)
- После ревизии и притирки посадочного места седла клапана, седло устанавливают на место в корпусе клапана и крепят двумя стопорными болтами.
- Далее устанавливают шпиндель выпускного клапана, который прошел ревизию и притирку. После сборки вышеуказанных деталей устанавливают на место воздушный цилиндр (см. рис. 1.40) с осторожностью, не повредив уплотнительных колец.
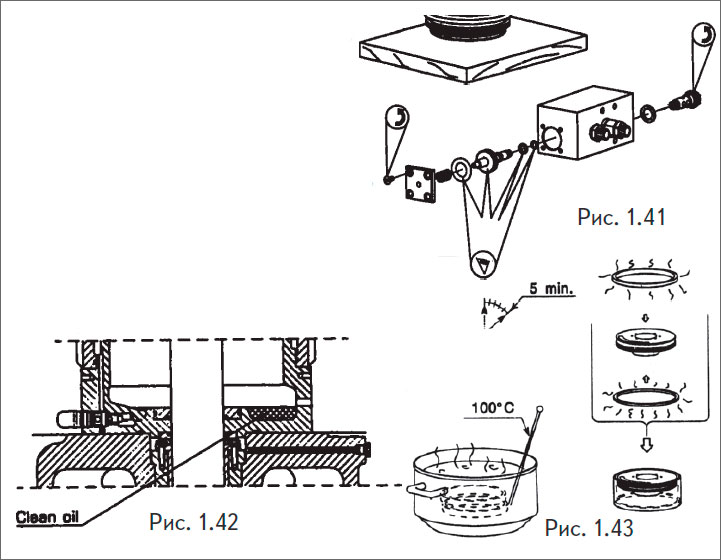
17-я операция (см. рис. 1.41)
- Снять пробку-фильтр с узла рабочего воздуха.
- Произвести очистку и осмотр пробки-фильтра и заменить уплотняющее кольцо.
- После всех операции установить уплотняющее кольцо на место, собрать пробку-фильтр, установить на место.
- Перед установкой тефлоновых колец нагрейте их в воде до 100°С в течение 5 мин. (см. рис. 1.43).
18-я операция (см. рис. 1.14)
- Заполнить сальниковую камеру и нижнюю часть воздушного цилиндра чистым маслом.
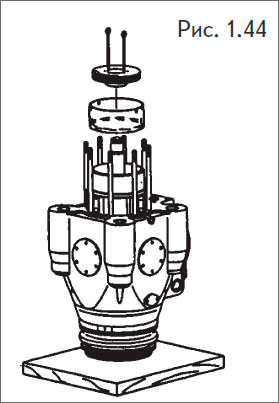
19-я операция (см. рис. 1.44)
- Поставить коническое направляющее кольцо воздушного поршня на воздушный цилиндр.
- Опустить поршень вниз по шпинделю в пневмоцилиндр, при этом соблюдая осторожность при прохождении канавок стопорного конического кольца.
- Снять рым и направляющее коническое кольцо с воздушного поршня.
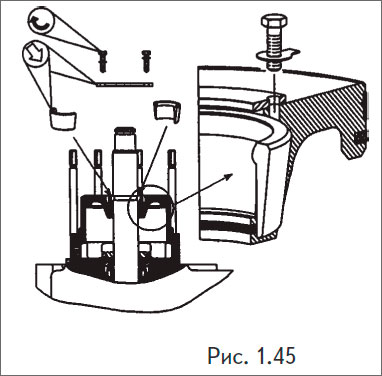
20-я операция (см. рис. 1.45)
- Установить стопорное коническое кольцо и поднять поршень.
- Снять рымы.
- Установить фланец на поршень и закрепить 4-мя болтами.
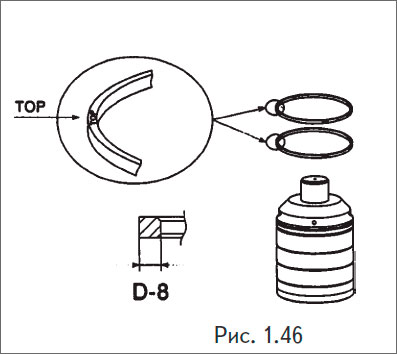
21-я операция (см. рис. 1.46)
- С масляного поршня снять кольца и осмотреть на предмет наличия дефектов и износа, если обнаружиться — заменить.
- При сборке метки на кольцах должны быть вверху.
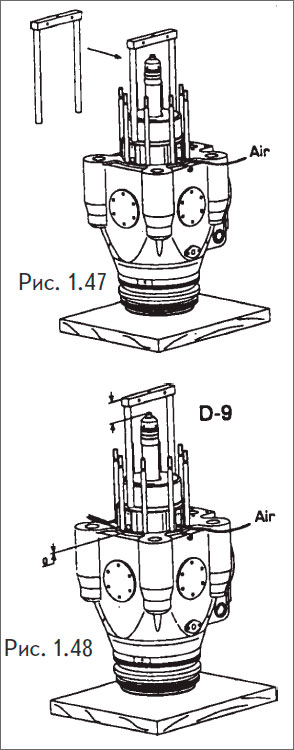
22-я операция
- Установить масляный поршень в верхней части шпинделя и проверить работу демпфера.
- Подсоединить воздушную трубу к объемному пространству под поршнем.
- Установить измерительный прибор на воздушный цилиндр.
- Проверить способом замера ход поршня демпфера, при необходимости — отрегулировать.
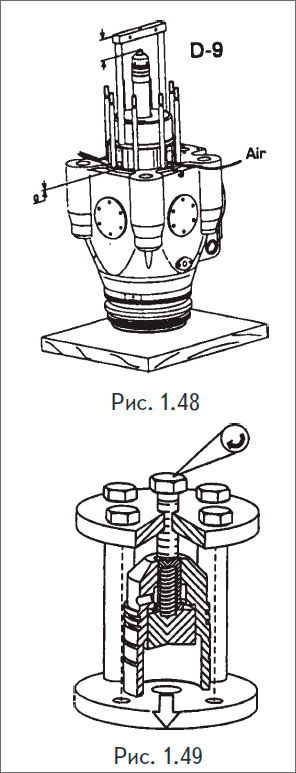
23-я операция (см. рис. 1.49)
- Установить масляный поршень в спец. приспособление.
- С помощью болта спец. приспособления выпрессуйте диск.
- Произвести осмотр поршня и пружины на предмет дефектов, при необходимости — заменить.
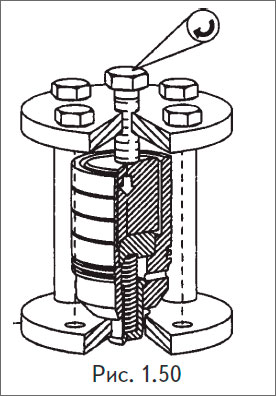
24-я операция (см. рис. 1.50)
- Установить масляный поршень с новым диском в спец. приспособление и впрессовать диск в поршень.
- Проверить ход поршня.
- После ревизии всех деталей масляного поршня собрать поршень и установить на место согласно инструкции. См. рис. 1.51.
- Установить новое уплотнительное кольцо во внутреннюю канавку масляного цилиндров.
- Установить защитную ленту и обжать гайки.
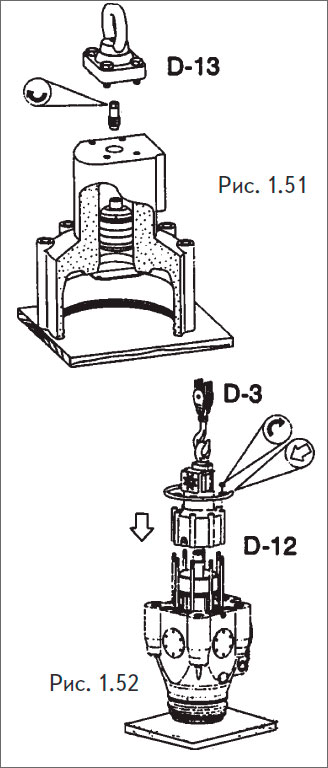
25-я операция (см. рис. 1.52)
- Продуть все трубы сжатым воздухом.
- Установить регулятор воздуха на пневмоцилиндр.
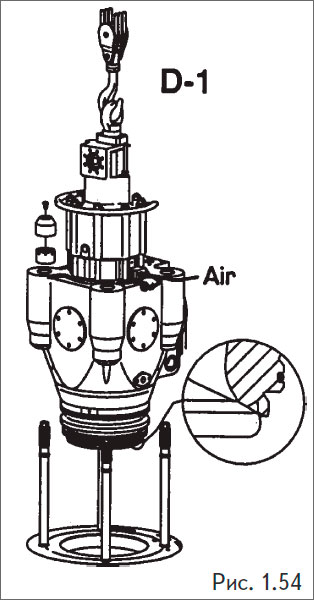
Произвести проверку выпускного клапана:
- поднять корпус выпускного клапана — он должен открываться;
- подвести воздух к регулятору — клапан должен закрываться;
- проверить — щуп 1 мм должен проходить 15 мм в зазор G.
- перекрыть воздух — клапан должен открыться.
- повторить эти операции несколько раз, затем закрыть воздух, при этом клапан остается закрытым.
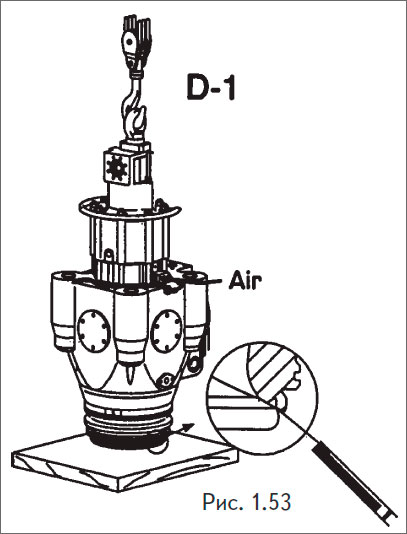
26-я операция (см. рис. 1.53)
- Перед установкой клапана в крышку цилиндра заменить уплотнительное кольцо и смазать пушечным маслом.
- После постановки выпускного клапана сразу подвести воздух, чтобы клапан был в закрытом состоянии, произвести обжатие гаек.
ВНИМАНИЕ!
Рабочий воздух должен всегда быть подведен раньше пуска масляного насоса распредвала. Это важно, потому что в противном случае клапан будет открываться больше, чем надо.