
Общая характеристика.
Газовая сварка является одним из старейших способов получения неразъёмных соединений металла плавлением. Она появилась в 1906 г. и долгое время занимала главенствующее положение как вид сварки, дающий стабильное и хорошее качество сварных швов. Это объясняется наличием защитного действия газокислородного (в особенности ацетиленокислородного) пламени, являющегося в то же время источником теплоты для плавления основного и присадочного металлов. Однако с появлением дуговой сварки с надёжными методами защиты сварочной ванны востребованность газовой сварки резко упала, и в настоящее время её удельное значение среди видов сварки плавлением составляет лишь 1,0... 1,5%.

Схема газовой сварки показана на рис. 1.14. Сущность её заключается в следующем: при помощи газокислородного пламени создают сварочную ванну, защищаемую продуктами сгорания горючего газа - смеси окиси углерода (СО) с водородом (H2), которые обладают химическим сродством к кислороду. Они могут не только защищать от интенсивного окисления воздухом, но и восстанавливать железо из закиси. Для образования сварного шва служит присадочный металл из проволоки или специально отогнутые кромки деталей (отбортовка).
Наиболее эффективным является ацетиленокислородное пламя. В качестве горючего газа могут быть использованы и другие газы (пропан, бутан, пропано-бутановые смеси, водород, природный газ, коксовый газ и др.). Но газы-заменители ацетилена имеют низкую тепловую мощность, поэтому для сварки сталей малопригодны.
Ацетиленокислородная сварка.
Ацетиленокислородное пламя обладает наиболее высокой температурой (до 3200°С) и концентрированностью теплоты в пятне нагрева.
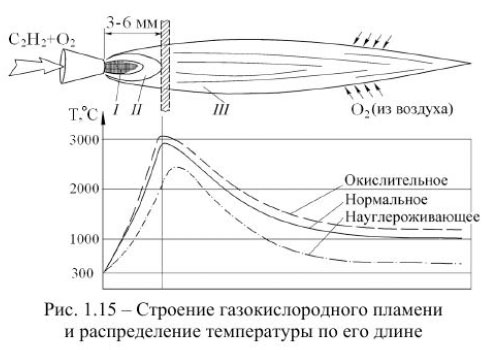
В пламени различают три характерные зоны (рис. 1.15): ядро I яркого свечения - зона подготовки смеси ацетилена с кислородом к воспламенению, по её границам выделяется ярко светящийся углерод пирогенного разложения газа (состав ядра С2Н2+2С+H2+O2); восстановительная зона II- зона неполного сгорания ацетилена с образованием смеси (2СО+H2); факел III- зона полного сгорания смеси (реакция 2СО+Н2+1,5O2=2СO2+Н2O).
Стадии процесса горения сопровождаются интенсивным тепловыделением. Регулировку пламени и различное распределение температур по длине можно достичь путём изменения объемного соотношения подаваемых в горелку кислорода (Vk) и горючего газа (Vr). Так, у ацетиленокислородного пламени при соотношении:  пламя становится «науглероживающим» с уменьшенным значением максимальной температуры (см.график на рис. 1.15), при
пламя становится «науглероживающим» с уменьшенным значением максимальной температуры (см.график на рис. 1.15), при  - пламя «окислительное»,
- пламя «окислительное»,  - пламя «нормальное».
- пламя «нормальное».
Для регулирования пламени сварочная горелка снабжена двумя клапанами- вентилями и смесительной камерой инжекторного типа, представляющей собой струйный насос, в котором происходит смешение горючего газа с кислородом. Для получения качественных швов важное значение имеет наличие в пламени восстановительной зоны. В ней жидкий металл предохраняется от окисления и происходит восстановление железа из закиси.
При горении окислительного пламени эта зона практически отсутствует. Такое пламя для сварки непригодно, так как избыток кислорода ведёт к образованию закиси железа и к ухудшению механических свойств сварного шва. Кроме того, наблюдается разбрызгивание металла.
При сварке науглероживающим пламенем избыток углерода ведёт к образованию карбида железа Fe2C, то есть науглероживанию металла шва. Это явление полезно только при сварке чугуна.
С целью защиты и очистки металла сварочной ванны от окислов при газовой сварке легированных сталей, чугуна и цветных металлов применяют флюсы, которые взаимодействуют с окислами, связывают их и растворяют в шлаке на поверхности ванны.
Эффективность нагрева металла пламенем зависит от его тепловой мощности, определяемой расходом горючего газа в горелке (изменяется путём замены наконечников), угла наклона пламени к поверхности свариваемых деталей, скорости его перемещения, соотношения горючего газа и кислорода в смеси.
Любое газовое пламя по сравнению с электрической дугой обладает значительно меньшей концентрацией тепловой энергии, которая оценивается удельной мощностью в пятне нагрева. Наименьшая площадь пятна нагрева газовым пламенем составляет 1 мм2 , электрической дугой 1•10-1 мм2. Плотность энергии в пятне нагрева пламенем - 5 •102 Вт/см2, дугой 1•103 Вт/см2.
Скорость нагрева и охлаждения металла при газовой сварке очень низка. Это ведёт к увеличению зоны термического влияния и к значительным деформациям свариваемых конструкций. Серьёзным недостатком газовой сварки являются трудности, связанные с механизацией и автоматизацией процесса.
Производительность газовой сварки может превысить аналогичный показатель электродуговой только при сварке изделий малых толщин (до 1,5 мм). Поэтому применяется она в основном при сварке и ремонте трубопроводов малого диаметра, изделий небольших толщин, при ремонте изделий из чугуна и цветных металлов, при соединении деталей пайкой.
Электролизная сварка.
При газопламенной обработке тонкого металла (до 5 мм) вместо традиционной ацетиленокислородной сварки можно с успехом применять электролизную, в основе которой лежит принцип электролиза воды. Явление электролиза воды, приводящее к образованию кислорода и водорода, известно давно. Однако только в 90-е гг. XX в. удалось создать лёгкие, компактные и безопасные электролизёры, которые стало возможным применять для выполнения газосварочных работ.
Для получения водорода и кислорода используют электролиты, представляющие собой раствор дистиллированной воды со щёлочью (едкий калий) или метиловый спирт. Для повышения качества образующейся при электролизе кислородно-водородной смеси и повышения её теплотворной способности в специальном охладителе-обогатителе из неё извлекаются пары воды. Кроме того, охладитель-обогатитель служит для обогащения смеси парами углеводорода. Для этого можно использовать бензол, бензин, ацетон или другие углеводороды. Пары углеводорода связывают часть кислорода, находящегося в смеси, и тем самым делают оптимальным соотношение O2 и H2, позволяющее получать в горелке не окислительное, а нормальное пламя. Расход газовой смеси изменяется за счёт регулирования тока на электродных пластинах.
Для сварки применяют специальные горелки (с одним вентилем). Вентиль служит для регулирования степени обогащения газовой смеси парами углеводорода. При вращении вентиля меняется характер и цвет пламени от окислительного (сплошное жёлтое пламя) до восстановительного (голубое пламя). При сварке длина голубого язычка пламени не должна превышать 5... 10 мм.
Кроме сварки современные электролизные установки позволяют осуществлять термическую резку стали толщиной до 30 мм, пайку металлов, в том числе при выполнении высокоточных работ. Так как водородно-кислородное пламя имеет меньшую теплотворную способность, чем ацетилено-кислородное, требуется больше времени на прогрев детали, скорость сварки несколько ниже, при сварке деталей толщиной более 5 мм необходима разделка кромок, детали под сварку должны собираться с небольшим зазором. Однако эти недостатки во многих случаях перекрываются достоинствами электролизной сварки (не требуется карбид кальция, отпадает потребность в газобаллонном оборудовании и т. д.).
Литература
Основы сварки и газотермических процессов в судостроении и судоремонте - Бурмистров Е.Г. [2017]