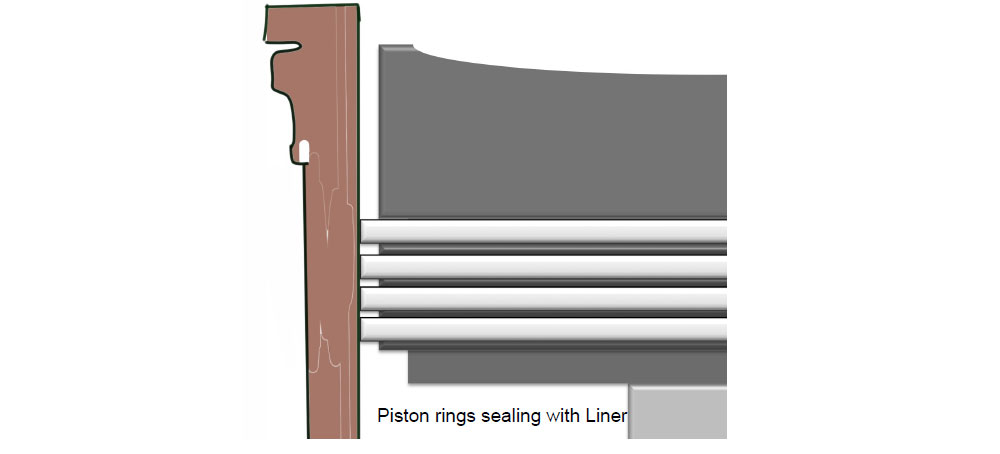
The main function of piston rings inside the combustion chamber is to seal the space and prevent the escape of gases into the lower portion of the engine i.e. under piston area and crankcase.
If the rings are sealing the combustion chamber properly, then it will assist the piston to compress the air fuel mixture efficiently.
Other important functions of piston rings are-
- To help the cylinder oil spread properly on the liner surface
- To prevent the cylinder oil entry inside the combustion space
Types
Compression ring or pressure ring:
- Seals the gases above the piston and prevents gas leakage
Scraper or oil control ring:
- Controls the amount of lube oil passing up or down the cylinder wall, and evenly spreads oil around the cylinder
Types of Piston Ring According to End Joint:
a) Butt (Vertical cut) Joint

- Gives a robust joint for top rings
b) Scarfed (Diagonal/Angle cut) Joint

- Better gas seal
- Less robust
c) Lap / Bayonet Joint
- Good gas seal
- Vulnerable to breakage
d) Controlled Pressure Relief Ring

- Upper piston ring with “s” seal end joint
- Provided with 6 pressure relieve grooves around its circumference
- Allows even heat distribution in the lower ring
- Has long ring operating life
Construction of Piston Rings
Grey cast iron piston rings of marine engines are made with the help of pot casting method. In this method, a short cylinder of oval cross section is made and the piston rings are then cut and machined from the cylinder.
With this method, a homogeneous and balanced casting is formed around the entire circumference of the ring.
The piston rings should have tension properties with which the sealing effect is produced. In olden days, the tensile strength was produced by hammering around the circumference of the circular ring. Today, this tension is achieved by two methods:
1. Thermally Tensioned Ring
2. Oval Pot Cam Turning Method
Thermally Tensioned Ring:
The thermally tensioned ring is one of the cheapest methods to induce tension in the piston rings but it is restricted to smaller engines. In this method the piston ring is machined from the circular pot to the required cylinder diameter.
After making the ring, a gap is cut and a metal piece is inserted in the gap, which expands the ring and induces a tension in the ring.
After expanding, the ring and the distance piece is placed inside the oven to relieve any stresses induced during the process. The major disadvantage of this process is that the ring loses its tension because of the heat of the engine.
Oval Pot Cam Turning Method:
The oval pot cam turning method is expensive but the rings produced from this method retain their tension while working in the heat of the engine.
The rings are machined in a cam turning lathe. By changing the cam shape and the oval form, the pressure distribution around the ring is changed and a tension is induced.
After the pot has been machined, a gap of about 7-13% diameter is cut in the ring and rings are grounded on the flanks to ensure good sealing in the piston ring grooves.
The piston rings used in the marine engines should be harder than the liner material in which they are used. To provide additional strength to the piston rings, some materials such as chromium, molybdenum, vanadium, titanium, nickel and copper are added to them.
Surface Treatment:
Chrome plating is one of the most common methods of surface treatment. It is generally used on the running surface of the piston rings and on the landing surfaces i.e. in ring grooves.
Chromium has the advantage of high wear resistance, low friction and corrosion resistance properties. The coating done should be of high quality and be able to operate under all conditions inside the engine without damaging or peeling off or breaking.
Plasma Coating:
It is also one of the methods used for plating the rings. In this method, a gas mixture is passed through an arc generated between the tungsten electrode and water-cooled copper tube.
A very high temperature is thus generated and the gas molecules start to disintegrate. In this plasma state level, carbides and ceramic are sprayed as fine powder, which melts and coats the ring surface.
This plasma coating provides better properties than those provided by the chrome plating.
The disadvantage of chrome and plasma coating is that the thickness of coating and the bonding to parent metal is limited.
A new method of laser hardening treatment is also being used. This produces a wear resistant layer, which is several times thicker than that of the conventional coatings.
Sometimes, copper is plated directly over the chrome layer of the ring. The plating thickness is very thin and the life of this is long enough to cater for running in period. Plasma coated rings are graphite coated to cater with the running-in periods.

Below are the different coatings applied on the piston rings by different manufacturers
| MAN piston ring coatings- |
| CPR ring: Alu. coat 0.1mm, ceramic coat 0.5 mm 2nd ring: Alu. coat 0.1mm 3rd ring: Alu. coat 0.1mm 4th ring: Alu. coat 0.1mm, ceramic coat 0.3mm |
| SULZER piston ring coatings: |
| Top ring: Soft running-in coating-0.1mm 2nd, 3rd, 4th rings: Soft coating 0.1 mm |
Why Piston Rings Brake?
The most common problem in the piston assembly is breaking of piston rings. Following are some main reasons:
- Excessive thermal load on the ring
- Piston cooling is insufficient
- Distorted piston crown
- Excessive or loss of cylinder lubrication
- Excessive piston ring clearance
- Increase in groove height and width, leading to fluttering of rings
- Sticking of piston rings
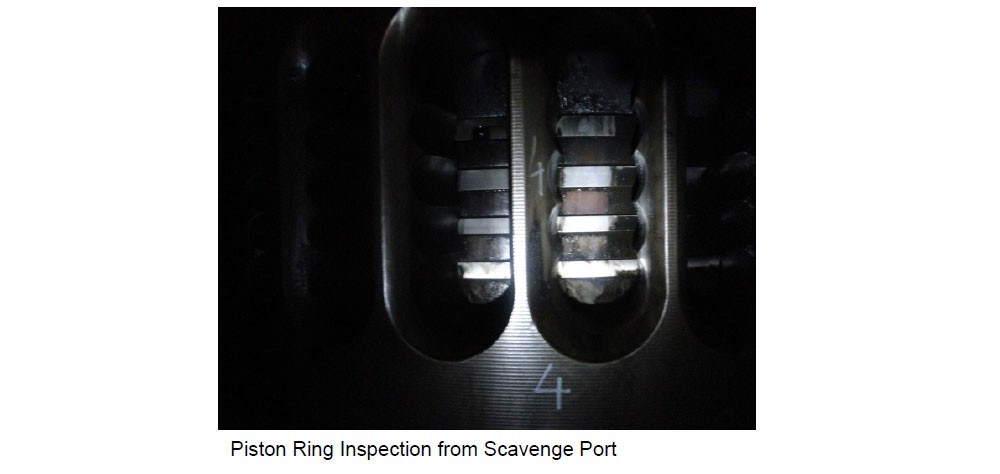
Inspection of Piston Rings
The piston ring can be inspected when the piston is out of the cylinder. When the piston in inside the cylinder, rings can be inspected from inside the scavenge trunk and through the scavenge ports of the liner.
Following things are to be checked in the piston rings:
Sound of ring by tapping it with mallet and hammer- if the sound is damped, it may indicate breakage of the ring
Check butt of the rings for any damage or shear off
Check cracks in the piston ring surface
Check general appearance of the ring
Bright appearance and edge without burrs- indicate good condition
If the brightness has disappeared and edges have burrs- it indicates piston ring seizure
Check scratch marks in the ring surface- It indicates bad fuel quality and blow past
Clearances in Piston Rings
Four important clearances taken in the piston rings are:
- Axial Clearance
- Radial Clearance
- Butt Clearance
- Controlled Pressure Relief groove measurement
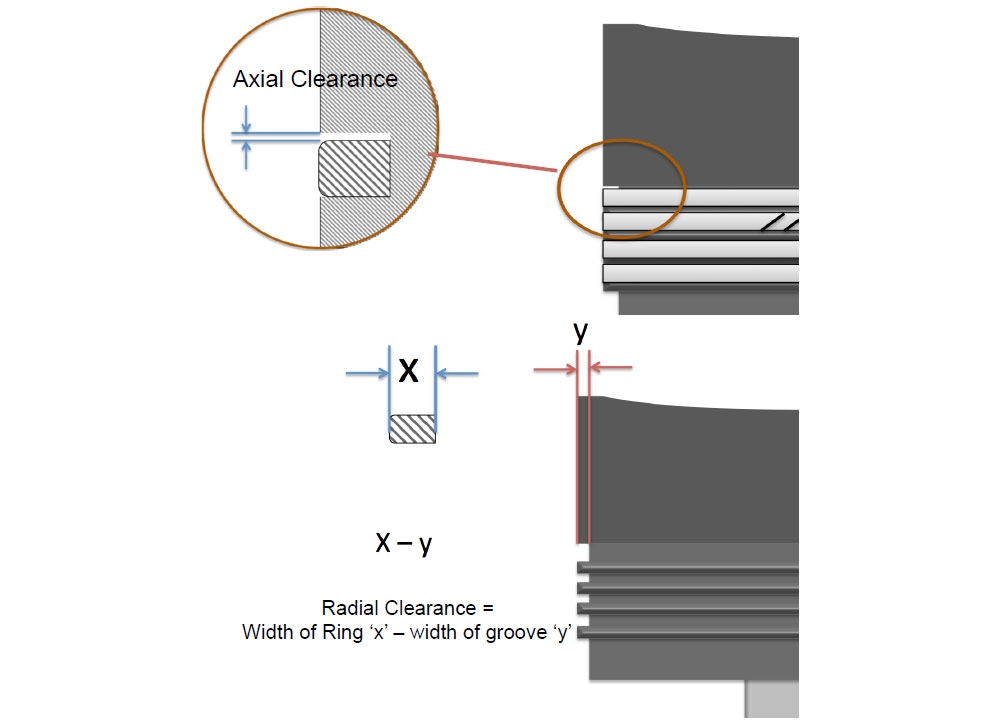
Axial Clearance: It is the clearance between the ring and the groove to be measured at the top part by a feeler gauge. This clearance is to be measured at four different points for each ring.
Radial Clearance: The radial clearance is the difference between the groove depth and ring width, which can be measured by a vernier caliper.
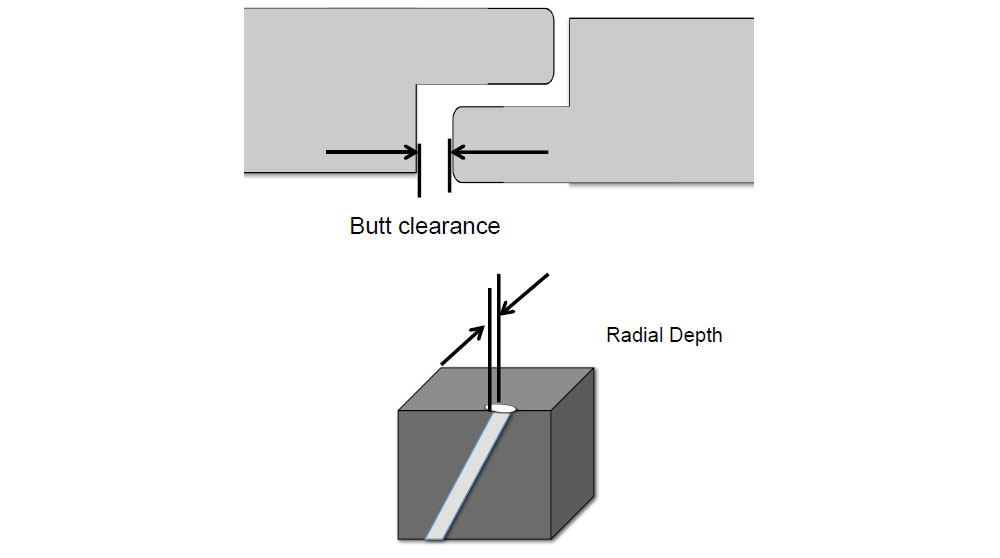
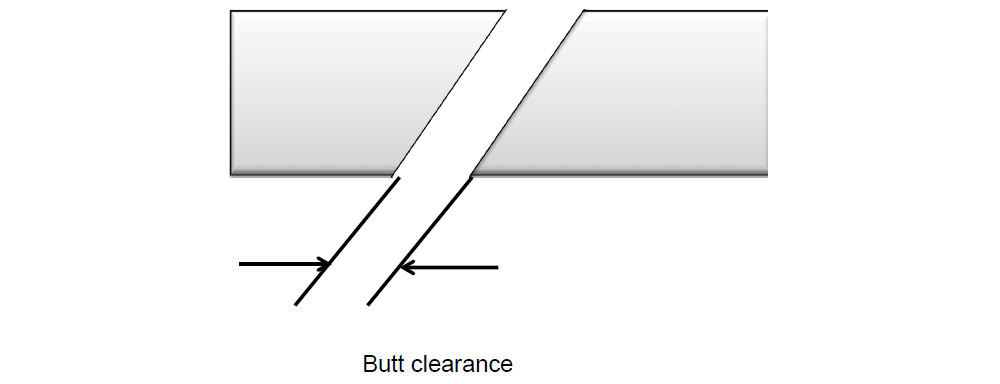
Butt clearance: It is the clearance between the end butt of the ring inside the liner.
The ring is placed inside the liner and the impression can be taken on a paper by applying Prussian blue paste at the butt ends. The gap between the impressions can then be measured.
CPR ring: The controlled pressure relief ring is fitted in the MAN piston as a top ring. The CPR ring has “S” shaped butt joint with six controlled pressure relief grooves milled across the face. Measure the radial depth of the grooves butt clearance at the S joint.